Rendering speculating on the appearance of a European version of the Hyundai Casper, to be available at the end of 2024, at a price under €20 000.
Sometimes, interesting statistics just pass through my reading conduit, mentally noted, but not recorded. For example, at some point it was claimed that the median age of the owners of new Suzuki vehicles was the highest in Norway. I believe it was somewhere in the early 60s. Because this was at the brand level I was not surprised. I realized that all of the Suzuki owners I knew were mature. However, if the result was based on a specific Suzuki model, I would have been more surprised.
Reading does not give me all the answers. There are situations where I learn things on the streets. A new example, all those observations where one guesses the apparent demographic makeup of vehicle drivers. Many vehicle models are driven by a mix of genders and ages. There are exceptions. Drivers of a BMW i3 are predominantly female. The owners I know are all women teachers, except for one outlier in California. In terms of age, drivers of Hyundai Atos have always looked old! So do drivers of its replacement, the Hyundai i10. These are the two models I expected to have the oldest owners. These are not cars that the youngest drivers eagerly await to inherit from generous grandparents.
As Norway heads deeper into its final year allowing sale of new internal combustion engine ( ICE) vehicles, I have been wondering what older people without the cash to buy a Tesla Y will be acquiring. It is a relevant question, to be asked everywhere. Electric vehicles (EVs) are still less affordable than ICE vehicles.
I had expected Hyundai to update its i10 to an EV. This appears to be an incorrect assessment. European media speculates that Hyundai’s smallest EV will be the Casper. If you think this vehicle is named after a friendly ghost, you are only partially correct. According to Hyundai, it was named after a skateboarding technique, that was named after this ghost.
The Hyundai Casper is an A-segment (Europe)/ city car (North America) vehicle. Hyundai claims it is the world’s smallest crossover SUV. The precise size of the EV version is unknown (to me, anyway) at this point but it will probably not be more than: 3.60 (length) x 1.60 (width) x 1.60 (height) meters. The model is currently under development in Japan. Interesting, because Hyundai is a South Korean brand, and the primary market is Europe.
It is to be equipped with an American Borg-Warner iDM 146 = integrated (electric) drive module, that operates with 400 V, and provides a peak output of 70 to 100 kW. Torque is stated to be from 1500 – 2000 Nm. Press releases about the motor state: “its modular design allows power and torque output to be scaled specifically to customer requirements.” Several automotive journalists claim a 0 – 100 km/h acceleration at 6.5 s. It is not quite as fast as that of a B-segment Volvo EX30, but fast enough for most people. It will also be equipped with a 39 kWh battery, giving an estimated range of about 300 km, but this is disputed. Fast charging from 10 – 80% takes about 40 minutes.
Note: I find much of the content about the Casper specifications from automotive journalists (and others) difficult to accept. Some have specified a power of 135 kW, which is outside the Borg-Warner range for this model of motor. If this were 135 horse power, then this is at the top end of the range, 100 kW. Then there are questions about torque. Torque values of 1500 Nm have been offered by journalists. Values from there to 2000 Nm are given in written material from Borg-Warner. Thus, I wonder if Americans, used to measuring torque in foot-pounds, and not understanding acceptable values in Nm, have made a decimal placement error, so that the torque is between 150 and 200 Nm. A VW electric motor common on ID series vehicles, with 150 kW, typically produces 310 Nm of torque. A standard 2024Tesla Y with 220 kW of power, has 420 Nm of torque. An A-segment Fiat 500e has 86 kW of power and 220 Nm of torque.
European models will be made at the Nošovice, Czech Republic, factory. As long as a few other conditions are met, this allows the model to be treated as a European vehicle, in terms of government subsidies.
According to a video on The Auto Vision – The Korean Car News (YouTube) Channel, there is some possibility that the Casper could also be offered for sale in North America. Hyundai is planning to open an EV plant near Savannah, Georgia. With the right mixture of ingredients this could also allow North American subsidies.
Part of the appeal of the Casper, and similar vehicles, by older drivers, is the height of the vehicle, which gives a better view of the road, which can (to some extent) compensate for reduced reaction speeds. In other European countries, narrow vehicles are appreciated, because they suit narrow medieval streets. In Norway it is narrow rural roads. Everywhere, this type of vehicle is only filled with one or two people, if it is used for commuting. It is not suitable everywhere, but is useful in areas without adequate public transport, but with adequate parking. Frequently, this type of vehicle will appeal to older drivers, especially when provided with advanced driver-assistance systems. Many retired people do not need or want a large car.
Kia Ray
There is also speculation that Hyundai could make a multi-purpose vehicle (MPV) version of the Casper. Yes, it would be sensible for Hyundai to produce something that looks like a Kia Ray. The Ray is 10 cm taller than the Casper. Otherwise most specifications are almost the same.
Hobbies can influence vehicle purchases. I am not convinced that a couple of sets of golf clubs will fit into a Casper, but they probably will fit into a Ray. So people who need to transport large items, such as teenagers, may prefer an MPV.
Since Hyundai tries to keep both brands alive in Europe, it is possible that such a van could be made at Kia’s manufacturing plant in Europe is located in in Žilina, Slovakia.
Driver assistance system features include: Rear Cross-Traffic Collision-Avoidance Assist and Safe Exit Warning. Convenience features include: a ventilated driver’s seat and air-purification mode. Perhaps the most unique feature is its rear passenger doors. These are sliding on the curb side of the vehicle, but swing-out on the opposite side. Regard the swing-out door as an emergency exit.
Speculation
Since the beginning of 2023, Hyundai has only sold EVs in Norway. Currently these are: the Kona, Ioniq 5, Ioniq 6 and Ioniq 5 N. The Kona is front-wheel drive (FWD), the others have all-wheel drive (AWD) as an option, although I have never experienced anyone buying one without that option. Norwegians also prefer cars with trailer hitches and roof racks. The Norwegian Hyundai website, has a page dedicated to trailer hitches, and the carrying capacity of each model, which is for trailers with brakes, 750 kg for some Konas and 300 kg for others, 1 500 kg for the Ioniq 6, and 1 600 kg for the Ioniq 5. While there are pickups in Norway, they are not a popular choice. Almost everyone has access to a utility trailer!
Currently, the suggestion is that Casper will come with FWD, not AWD. I suspect that its purchasers will be a wider demographic than that of the Atos or i10: Older drivers may want to buy one as their only car; middle aged drivers may choose one as a second car, used for commuting; younger drivers may relish the opportunity to buy an affordable vehicle. In a few years time, even the very youngest drivers may eagerly await the inheritance of a Casper from generous grandparents.
Rush Hour! Photo: Davide Ragusa, 2016-01-16. Davide comments: I took this photo in Borgo Lupo, an abandoned village in Sicily, near Caltagirone (province of Catania). A mystical and empty place, where the only inhabitants are animals and shepherds. Here Sicily expresses its best, with breathtaking surrounding landscapes and smells that smell of the real countryside.
What is this post about? Sheep?
It is about artificial intelligence (AI), and the use of chatbots. A robot is a device that automatically performs complicated, often repetitive tasks. Bot is a shortened form of robot. A chatbot (originally, chatterbot) is a robot that uses and pretends to understands human language. ELIZA was an early chatbot implemented by Joseph Weizenbaum (1923 – 2008) from 1964 to 1967. It did so by passing the Turing test developed by Alan Turing (1912 – 1954) in 1950. This test – originally referred to as the imitation game – means that a human interacting with ELIZA will believe that the robot is another person. It is important to understand that ELIZA and other chatbots do not actually understand English (or any other human language). They store words, then use these and other words to mimic it.
The photo of the sheep was found on Unsplash, a website that allows photos to be freely used, when I was searching for a photo of a traffic jam for the beginning of the post. In much the same way that AI can get things wrong, my use of this photo gets things wrong too. It shows traffic congestion, but with sheep, rather than cars.
Why isn’t the post called Artificial intelligence, and the use of chatbots?
Because, if I gave it that title nobody I know would look at it, let alone read it. Such a title would be offensive to the people I interact with. The people I hang out with are not AI experts.
Why is it called Cars?
An honest answers it is that this weblog’s target readership probably find cars a topic they can relate to. Thus, they are being encouraged to learn something about AI by reading about something they already have a relationship to. Most of my audience readers have driving licenses, and know something about cars. A large proportion of them have been driving/ owning/ servicing/ repairing/ enhancing/ customizing cars for over fifty years. It is a topic they can relate to, unlike, say, the breeding of Labrador dogs.
Do you have something against dogs?
Let me be tactful, just this once, and say I think dogs deserve a companion who is interested in their well being. Many readers of the weblog post have dogs. I live contentedly without them. However, while writing this post, I did find this article about dogs that impressed me.
How did this post begin?
On 2024-01-04, I read an article about Perplexity in Tech Crunch. It is an AI chatbot. I opened a free account, and asked Perplexity some questions. I then tried to find some content that could act as a control to questions answered using perplexity. On 2024-01-13, I read an article in Newsweek, about why Americans can no longer afford cars. I thought it would be interesting to make up questions, based on the answers supplied in Newsweek and then ask Perplexity the same questions. For example, the first question I asked was:
Q. In USA, how much have new and used car prices risen since 2020?
Perplexity provided a long answer, one that answered many different but related questions, rather than just that one. So a new challenge arose about how to present content, so that it made sense. Part of the problem was the attribution of Newsweek content to particular people. I decided to eliminate names and quotation marks. Immediately below is the edited Newsweek answer to that first question.
Since 2020, new car prices have risen by 30 % and used car prices have risen by 38 %.
I was just expecting a simple answer from Perplexity of x% for new, and y% for used vehicles.
Here is more of the Newsweek content, extracted to remove references to sources, human or artificial (Microsoft Copilot).
In 2023—a year during which inflation slowed down to the point that the Federal Reserve decided to stop hiking rates—new car prices rose by 1 percent to an average of $50,364, while used car prices fell by only 2 percent to an average of $31,030.
But as things stand, cars are still really expensive for many Americans. Just 10 percent of new car listings are currently priced below $30,000, Things are not much better in the used car market, where only 28 percent of listings are currently priced below $20,000.
In November 2019, the average transaction price for a new vehicle was $38,500. In November of 2023, that figure jumped to $47,939.
The pandemic’s disruption of manufacturing supply chains, as well as outsized consumer demand in 2021, really put a strain on vehicle inventory and drove prices up significantly.
Dealers practically had customers lined up to buy vehicles that weren’t available. Supply chain disruptions also forced manufacturers to prioritize more profitable, higher-trim vehicles in their lineups, which meant the inventory available to purchase also carried a higher sticker price.
Used car prices will continue to fall modestly in 2024.
The backlog in new and used car demand that grew during the pandemic is slowly moderating, but with over 2 years of restricted new car production, in 2020 through 2022, it will take at least that long for supply to catch up.
Macroeconomic factors like inflation and higher interest rates are also reducing vehicle demand, but not enough to drastically drop car prices in the foreseeable future.
But there are other reasons besides pandemic-related disruptions that there seem to be no more affordable cars in the U.S.—including that automakers are increasingly focusing on the production of expensive SUVs and trucks while dropping smaller, cheaper vehicles that would cost $20,000 or less.
Manufacturers cite disappointing sales results as primary reasons for discontinuing smaller, more affordable vehicles from their lineup.
But car buyers’ preferences have also shifted dramatically to larger trucks and SUVs in the past 10 years or so, and even more towards high-tech and comfort amenities in the form of cameras, sensors, radars and large infotainment screens.
Unfortunately, all these features come at a significantly higher price—even if that’s often higher than the average yearly wage of millions of Americans.
(End of Newsweek content)
Full reply from Perplexity.
According to various sources, new and used car prices in the USA have risen significantly since 2020. The average transaction price for new cars declined 1.4% year-over-year as of October 2023, but they have increased to an average price of $47,936, which is roughly a 60% increase over the last decade1. In July 2020, new-vehicle prices increased $749 (up 2%) from July 2019, while decreasing $473 (down 1.2%) from the previous month2. The average new car price paid in December 2020 and the fourth quarter of last year crossed over $40,000 for the first time, and the average new car price in the US in December 2021 was $47,07734. According to The Zebra, the average new car prices spiked by 17.2% between 2020 and 2021, and the average car payment for new vehicles rose 11.8% to $6445.
Used car prices in the US have also increased significantly since 2020. According to various sources, the prices of used cars have risen due to factors such as the global microchip shortage, supply chain disruptions, and changing consumer preferences
Here are some key points regarding the changes in used car prices:
In June 2023, consumer prices for used autos were down 0.5% compared to the previous month and up 5.2% year over year1.
The share of used vehicles that sold for less than $20,000 in the first quarter of 2023 was 30.6%, compared to 60.5% just five years ago2.
Used car prices have dropped 5.6% compared to a year ago, but they remain higher than at any time before 20203.
Used electric vehicle (EV) prices have dropped 26% over the last year3.
Car ownership costs, including used car prices, have skyrocketed, with an overall increase of 40% in used vehicle prices between 2020 and 2023.
In summary, used car prices in the US have risen substantially since 2020, and the trend shows no signs of reversing. The factors contributing to the increase include supply chain disruptions, the global microchip shortage, and changing consumer preferences.
According to Statista, the average list price for used vehicles in the United States was around $27,300 in June 2023
Consumer Reports reported that the average price of a used car was around $27,000 in August 20232. Edmunds reported that the average used vehicle transaction price in Q1 2023 dipped 6.4% year-over-year but is still up 44% from 2019, and the share of used vehicles sold for under $20,000 was 30.6% in Q1 20233. The Zebra reported that the average new car prices spiked by 17.2% between 2020 and 2021, and the average car payment for new vehicles rose 11.8% to $6445. Therefore, the average price of a used car in the US in 2023 is around $27,000 to $27,300.
Used car prices in the US are relatively high compared to some other countries. For example, in Germany, the prices of certain car models can be significantly higher than in the US due to factors such as taxes and fees. In the US, the average price of a used car was around $27,000 in 2023. This is in contrast to some other countries where car prices can be influenced by various factors such as taxes, import duties, and government policies. Therefore, while used car prices in the US are high, the comparison to other countries is influenced by a range of economic and regulatory factors.
Chatbots
A human brain has about 86 billion neurons. Chatbots are based on neural networks, imitating the organization of the human brain. An advanced intelligent processing unit (IPU) consists of about 60 billion transistors. A transistor is, at best, an inferior neuron. Since 2017, most modern chatbots are transformer models, a type of machine learning.
If, at this point, I had decided to explain the details of transformer computer architecture, most readers would be putting down their coffee cups and either heading out to their garage workshops, or begging their dogs to leave the comforts of their sofas, and take them for a walk.
While chatbots appear to lie, they are simply responding to input content (often questions). In chatbotspeak, each word a chatbot learns is called a token, and the relationships chatbots construct are called vectors. The tokens and vectors construct a neural network. At first, neural networks use supervised learning to understand relationships between tokens. Here, humans assign labels to the tokens. With unsupervised learning, the neural network itself, without human assistance will assign labels.
Chatbots are designed/ programmed to instill confidence so that users believe they are interacting with a real person. This is the primary goal. Making truthful statements is unimportant, as long as the charade is maintained. A chatbox will do almost anything in order to maintain an illusion of humanness. It will invent information, if that is needed.
Today’s chatbots such as Google’s Bard, Microsoft’s Copilot, OpenAI’s ChatGPT or the Cohere’s Cohere, use transform technology, first developed in 2017. These are online, generative AI systems that are capable of maintaining a conversation with a user in natural language.
From 1988 to 1991, I taught a college course in AI. Since I had very little faith in machine learning, and chatbots were very primitive, I concentrated on expert systems. To my mind these did the least damage.
Wikipedia tells us: In artificial intelligence, an expert system is a computer system emulating the decision-making ability of a human expert. Expert systems are designed to solve complex problems by reasoning through bodies of knowledge, represented mainly as if–then rules rather than through conventional procedural code. The first expert systems were created in the 1970s and then proliferated in the 1980s. Expert systems were among the first truly successful forms of artificial intelligence (AI) software. An expert system is divided into two subsystems: the inference engine and the knowledge base. The knowledge base represents facts and rules. The inference engine applies the rules to the known facts to deduce new facts. Inference engines can also include explanation and debugging abilities.
If I were wanting to learn about AI today, I would want to start with a fun book. For me, the most enjoyable book on the subject is by Kate Crawford, Atlas of AI: Power, Politics, and the Planetary Costs of Artificial Intelligence (2021). Then I would try to read an AI textbook. My first introduction to the topic was: Artificial Intelligence (1983) by Elaine Rich. The most recent edition of that work is a third edition (2009) by Elaine Rich, Kevin Knight and Shivashankar B. Nair. When, about a decade ago, I took an online course in AI with an emphasis on machine learning, the textbook was by Stuart Brand and Peter Norvig, Artificial Intelligence: a Modern Approach. The latest edition is the 4th, from 2020-1. It is much more technical and difficult.
I used Prolog, a computer programming language for expert systems, in my teaching. Initially, I asked my students to map out their family relationships in a knowledge base. Think first of a family with five generations of daughters that would have to be inserted into a knowledgebase: Adriana, Beatrice, Cordelia, Desdemona and Emilia. Then, one would have to make some abstract categories, such as a mother = a female who has a child; a grandmother = a female who has a child who is either the mother of a child or the father of a child. These rules can quickly become very complex. So much of learning Prolog is learning how to create increasingly complex rules.
After students had learned how to systematize family relationships, they tested it, to make sure that the results mirrored reality. A common problem, to begin with, was that grandmothers could only find granddaughters, but not grandsons. Thus, they had to go back and make changes.
Once the family knowedgebase was working, students could go on to work with other problem areas, of their own choosing.
People wanting to learn Prolog as a computing language for an expert system, should probably use William F. Clocksin & Christopher S. Mellish, Programming in Prolog: Using the ISO Standard, 5th edition (2003) as their textbook. This is not as out of date as its publication year would suggest.
Prolog is widely used in research and education. Yet it and other logic programming languages have not had a significant impact on AI. Part of the reason is that most Prolog applications are small and dependent on human experts providing data. Real experts are a scarce resource, and what they know expertly is limited. Thus, few applications exceed 100 000 lines of code.
I don’t find having a hearing disability fun! Anonymous
Modern hearing aids, with rechargeable batteries and T-coils allowing use of hearing loops.
V2
This weblog post is about technical devices that will ease the difficulties a hearing disability places on a person. These devices can only ease a burden, they cannot eliminate it, Hearing loss will always result in deprivations.
This is the second version of this post, with thanks to Art Vaughan, for finding 14 situations that needed to be enhanced in various ways. There are undoubtedly more. Thank you, Art!
Modern hearing aids are computerized electroacoustic systems that transform sound as it exists in a user’s environmental into sound that can be perceived, using audiometric and cognitive rules. Modern devices also utilize digital signal processing to improve speech intelligible, yet comfortable for the user. Such signal processing includes feedback management, wide dynamic range compression, directionality, frequency lowering, and noise reduction.
Hearing aids are still equipped with the basics from a century before: a microphone, amplifier and a receiver. Hearing aid manufacturers, confusingly, use receiver to refer to the micro speaker – a sender – inside each hearing aid. The microphone senses the environment, listening to sound vibrations in the normal range of human hearing. The amplifier processes signals from the microphone, and the receiver sends the signal to the ear.
Since the audio circuit and the additional control circuits are fully digital on modern hearing aids, they can be connected to a computer. Characteristics can then be adjusted individually, provided the hearing professional knows what they are doing. It is often easier to implement circuits digitally than to construct equivalent analog circuits. A typical example is that specific frequencies can be amplified more than others to provide better sound quality. Users can select between multiple programs that operate automatically and adaptively. Among the advantages are: reduced acoustic feedback and background noise and the use of multiple microphones to improve spatial awareness. Frequency transposition allows frequencies that a user may not hear to be reconstructed in frequency regions where hearing is better. Control signals on a hearing aid on one ear can be sent wirelessly to the control circuitry in the hearing aid on the opposite ear to ensure that the audio in both ears is either matched directly or that the audio contains intentional differences that mimic the differences in normal binaural hearing to preserve spatial hearing ability.
At one time streamers were popular. These were small devices worn like a pendant, that allowed audio signals to be sent wirelessly to and from other external devices, such as music players. This capability is now built into apps found on smartphones. With the addition of speech recognition and internet capability in the mobile phone, the wearer has better control over communications, and in many more situations than with hearing aids alone. Voice activation – think Siri – has becoming more common and is now used everywhere.
Digital hearing aids have existed since 1984. The first practical, wearable, fully digital hearing aid was invented by Maynard Engebretson, Robert E Morley Jr. and Gerald R Popelka. Their work resulted in US Patent 4,548,082: Hearing aids, signal supplying apparatus, systems for compensating hearing deficiencies, and methods. The patent was issued 1985-10-22, and expired 2005-10-22. This patent formed the basis of all subsequent fully digital hearing aids.
A telecoil is a tiny copper wire coiled around a metal rod. It is used to capture electromagnetic waves, much like an antenna. Circuits inside a hearing aid will convert these waves into an audio signal. Telecoil listening systems bypass hearing aid microphones, to eliminate most background noise and to transmit a clear audio stream.
At one time acoustic feedback was a major issue for hearing aids wearers when using the telephone. With a telecoil, hearing aid users can tap directly into the electromagnetic signal instead of the acoustic one, preventing feedback.
The last significant change has been the use of rechargeable batteries. These are charged by placing the hearing aids in their case, and then attaching the case to a power source, using a connector. In Europe, the use of USB-C connectors on new devices, including hearing aid cases, will be required by the end of 2024.
People with moderate-to-profound sensorineural hearing loss are often provied with a cochlear implant (CI) neuroprosthesis. This is surgically implanted. It bypasses acoustic hearing by direct electrical stimulation of the auditory nerve. Therapy teaches CI users how to interpret signals as speech so they understanding speech better in both quiet and noisy environments. CIs can be equipped with telecoils.
In Australia, Europe, North America and many other places in the world, hearing loops have been mandated for use in spaces used by the public. Previously, some jurisdictions initially allowed other, cheaper technologies. Unfortunately, this meant that hearing loops were an afterthought to disability infrastructure.
In contrast to other approaches, some of the advantages of hearing loops combined with telecoil equipped hearing aids are: there is no maximum number of users that can be served at a venue, they are simple to use, improve the signal-to-noise ratio (SNR) and signal quality, reduce background noise and reverberation, allow users to retain their dignity and privacy by not requiring them to remove hearing aids to use of forms of hearing augmentation. Despite this, there can be legitimate complaints that hearing loops are not designed for listening to music, because of distortion at higher frequencies.
Joseph Lazarevich Poliakoff (1873 – 1959), a Ukrainian-born British telephone and sound engineer and inventor, particularly of hearing aids. He founded the Multitone Electric Company in 1931. They produced their first hearing aid, a desk-top model, in 1933. In 1937, Poliakoff was issued a patent for an induction-loop hearing assistance system. It remained valid until 1958, when it entered the public domain.
When a telecoil is activated, it senses magnetic fields, replacing (sometimes supplementing) the microphone, sensing for sounds. Telecoils can be used with hearing loops, individual amplifiers and smartphones.
In Norway, and undoubtedly many other places, no landlines exist, since all phones are connected to the mobile network. Telephone providers can supply a device with limited functionality that looks like a landline. It is permanently plugged into an electric circuit. It also costs about twice as much as a smart phone. There are also dumbphones that are specifically designed for elderly users. Acoustic coupling settings allow a phone to be used normally, with paired hearing aid microphones automatically picking up sound coming from the phone. Cellphones with a M rating of 3 or 4 have this capability. Bluetooth is also used for communication between hearing aids and a phone. This requires the two devices to be paired.
Some phones have telecoils built in. These can be set to send magnet signals to hearing aids without using microphones. These can improve the signal-to-noise ratio while eliminating feedback distortions. Phones with a telecoil capability have a T rating of 3 or 4 have this capability.
A hearing loop = audio induction loop = audio-frequency induction loop (AFIL) is assistive listening technology that uses hearing aid telecoils.
We have a hearing loop at Cliff Cottage, an electrical cable with a pair of 0.75 mm2 = 19 AWG wires. This type of cable is typically used for extension cords for lamps. The hearing loop was placed around the perimeter of our living room in the ceiling . It is almost 30 m = 100 feet long. The loop starts and ends in a wall connector, close to where a hearing loop amplifier is located. A hearing aid will be able to pick up audio inside a hearing loop, as well as up to several meters outside of it.
The loop was first installed in 2009, by the local branch of NAV = Hub (literally), the Norwegian super-agency that, in addition to far too many other duties, provides assistive devices to residents. Before fitting new ceiling tiles in 2021, I took it down and reinstalled the loop after the tiles were in place. Later, I discovered that when such a system is installed in a new house, it is hidden in the floor. Unfortunately, I was unaware of this at the time, because I could have placed it in the floor when I replaced the living room flooring in 2022.
On the left is the original Univox DLS-380 hearing loop amplifier with wiring attached. To the right is a S/PDIF splitter/converter. A S/PDIF Toslink optical audio stream is taken from a television and sent to the splitter. There the signal is split into two analogue streams of stereo signals. One stream goes to an active bass speaker, that plays low frequency founds. Mid-frequency and high-frequency sounds are sent in stereo to two (L & R) bookshelve speakers.
Working forward from a television’s S/PDIF Toslink digital optical connectors, a stereo digital audio stream was sent to a S/SPDIF splitter, that sent two RCA analogue signal streams onward. One stream was sent to the original Univox DLS-380 hearing loop amplifier. That amplifier sent the audio to the loop system. In addition, another stream was sent using RCA connectors to an active bass speaker, that plays low frequency sounds. Mid-frequency and high-frequency sounds were then sent in stereo to two (L & R) bookshelf speakers.
The current system has the same function, but with details that differ. The CLS-5 telecoil amplifier can operate with a wide range of operating voltages. In residential/ institutional/ commercial applications, it will most likely use 110-240 VAC. However, it can also be fitted into buses and recreational vehicles as well as boats, where it most likely will use 12-24 VDC. It comes with optical (digital) and coaxial (digital and analogue) inputs. It also has a setscrew that allows for adjustment of time delay between the audio and video signals (TV Sync). It provides easy connections to modern (and not so modern) flat screen plasma/ LED/ LCD TVs.
When these components were replaced at the end of 2023, none of the replacement units came with RCA connectors. HDMI, S/PDIF and USB-C audio connectors were common to both the (new) smart television and the sound bar. While the new Univox CLS-5 amplifier works with several types of connectors, the installer said that S/PID Toslink optical connectors created the least challenges. So these were used.
Once again a single digital audio stream was sent from the television to a splitter. From the splitter, two identical audio streams emerged. One was sent to the hearing loop amplifier, while the second audio stream was sent to the sound bar. Both used digital Toslink optical connectors. .The splitter is powered with mains electricity.
This cable generates an electromagnetic field throughout the looped space which can be picked up by: 1) telecoil-equipped hearing aids, 2) cochlear implant (CI) processors, and 3) specialized hand-held hearing loop receivers for individuals without telecoil-compatible hearing aids. So while this technology was installed specifically for one person using one technology, it is equally useful for other people, most likely visitors, using the other hearing assistance technologies.
In order to transmit the clearest possible sound source to a hearing-impaired listener, free of distracting noise, a hearing loop carries baseband audio-frequency signals without a carrier signal.
Installing the cables is not difficult, and can be installed by almost anyone. However, one should read amplifier documentation, and understand the process, before doing so. I am unsure of the reason for this, but the user’s manual states that one should twist the wires 180 degrees at some point. In this way a wire that was on the right at the beginning, will be on the left once the wire is turned, and vice-versa.
The Hearing Loss Association of America (HLAA) has commented on hearing loops:
Loop technology was pioneered in Europe where it is widely embraced and highly successful. When hearing accessibility in the United States was made a requirement of law in 1990 under the Americans with Disabilities Act, no distinction was made between loop systems and less expensive FM or IR systems. Although the ADA did require that systems provide access to “effective communication,” people with severe to profound hearing loss—for whom FM and IR systems often fall short—were slow to mobilize advocacy for hearing loops.
The ADA Standard for Accessible Design was updated in 2010 requiring that for renovation and new construction that at least 25% of receivers provided are hearing aid compatible—meaning that users do not have to remove their hearing aids to use the system. This dramatically raised the interest in and availability of hearing loops because loops are the only assistive listening systems that connect directly to telecoil-enabled hearing devices. (End of HLAA comment)
Tinnitus
Tinnitus is the perception of sounds that are not the result of an external source. There is no cure for this, but there are ways to manage the condition.
Despite being a person who was diagnosed with tinnitus at the age of about 50 in 1998, I have never considered using hearing aids as a treatment. I have had one counseling session. However, as a teacher I have regularly attended seminars with a focus on assorted disabilities, including hearing.
My approach to self medication has been to engage in activities that require concentration. This puts tinnitus into the background. At other times I rely on low intensity music. Over the past 25 years I have tried various genres. As I approached 60, I reduced – almost eliminated – listening to classical music and started listening to less melodic music. These are better able to mask my tinnitus. When tinnitus is at its worst, my music choices are the trashiest metal. My understanding is that everyone is different.
Many hearing aids offer some form of tinnitus relief. Often this is an app delivered to the hearing aids, from a phone. If this is the case, it is important that the phone and hearing aids are compatible with each other. Sometimes, it is a computer program inside the hearing aid, that has to be activated. It is also important to know if this program can be altered to reproduce the specific sounds needed by the user. Sounds that are enhanced for a particular users are more effective for therapy than more generic sounds.
Cognitive behavioural therapy (CBT) focuses on thoughts, beliefs and attitudes to improve emotional responses to help a person develop a strategy to help a person cope with a current problem. It was originally developed to treat depression, but its use has been expanded to include the treat other conditions, such as tinnitus.
MindEar is an app that provides CBT through a chatbot. The goal is to empower people so they regain more control over their lives. Often the use of such an app is combined with counseling with a clinical psychologist, either in person or online.
People with tinnitus often enter negative thought cycles. Many people need some form of counselling to help them cope with it.
Hearing aid styles
There are several hearing aid styles. Small hearing aids may be less visible but they may lack the power to improve hearing. These are referred to as Completely in the canal (CIC) or mini CIC. This is molded to fit inside an ear canal, but is only useful for mild to moderate hearing loss. One of its advantages is that it is less likely to pick up wind noise. Yet, because of its small size it uses very small batteries, which have a shorter life and can be difficult to install and remove. They often lack features, such as volume control or directional microphones. Earwax can clog the speaker.
An in-the-canal (ITC) hearing aid fits partly in the ear canal. Again, it is for mild to moderate hearing loss and is less visible than larger styles. It has many of the same problems as CIC hearing aids.
An in-the-ear (ITE) hearing aid is custom made either with a bowl-shaped area occupying the outer ear (full shell) or one that fills the lower part (half shell). Both are for people with mild to severe hearing loss. They are available with two directional microphones, volume control, longer battery life including rechargeable batteries. Again, earwax may clog the speaker, wind noise may be present, It is more visible but may be easier to handle.
Behind-the-ear (BTE) hearing aids rest behind the ear. A tube connects the hearing aid to a custom earpiece = ear mold that fits into the ear canal. This is the generic style appropriate for everyone, with any hearing condition. Since this is the largest type of hearing aid, it can fit in more electronics and batteries, has directional microphones, increases amplification, picks up more wind noise, and typically uses rechargeable batteries.
Receiver-in-canal (RIC) and receiver-in-the-ear (RITE) are similar to BTE hearing aids, but with the speaker = receiver in the ear canal, connected to the hearing aid with wire.
People with better low-frequency hearing and mild to moderate high-frequency hearing loss may want to use an open-fit hearing aid with an open dome in the ear.
People with hearing disabilities should think through the capabilities they want before deciding on a style. While younger people, especially, may want their hearing aids to be invisible, smallness introduces limitations. Growing one’s hair longer may be a better approach to concealing hearing aids.
Features to consider
Some features may improve one’s ability to hear in specific situations. All hearing aids have some amount of noise reduction available. The amount of noise reduction varies. Some also offer wind noise reduction.
Directional microphones are aligned on the hearing aid to provide for improved pickup of sounds coming from the front, and with reduced sounds from behind or from the side. These are particularly useful in a noisy environment.
Rechargeable batteries can make life easier by allowing batteries to be charged, rather than replaced.
Telecoils make it easier to hear when talking on a telecoil-compatible telephone or listening in an environment served with an induction hearing loop.
Another approach is wireless Bluetooth connectivity, achieved by pairing hearing aids with cellphones, music players, computers and televisions. Sometimes an intermediary device = a streamer is used to pick up the signal and send it to the hearing aids.
Some hearing aids are equipped with a remote control, that adjust features without hearing aid contact. Increasingly, a cellphone app is used for this.
Direct audio input allows audio from a television, computer or a music device to be attached, with a cord.
Some hearing aids can store several preprogrammed settings for various listening needs and environments. Trish has four settings on her hearing aids: normal, restaurant, hearing loop and silence.
Since most people use two hearing aids, these can be synchronized = function together so that adjustments made to one hearing aid will also apply to the other aid, simplifying control.
It takes time to adjust to a hearing aid. There is evidence showing that listening skills improve gradually as one become accustomed to using amplification. One’s own voice sounds different when wearing a hearing aid.
Studies
Currently, I am spending considerable time daily to understand hearing and hearing loss. My aim is to provide people in my immediate family (possibly extending outwards to friends) with better advice than they can obtain from profit motivated hearing professionals.
Modern hearing aids have to be configured to match the hearing loss, physical features, and life situation of the user. The starting point is an audiogram. So one of my first goals is to be able to produce these. My next goal is to be able to fit a hearing aid, so I am also learning more in general about audiology and audioprosthology.
The reason for this is that my potential first client is dissatisfied with the fitting and other services she has received from professionals. I have no intentions of working with anything other than digital hearing aids. Thus, I will not be working with anything resembling an osseointegrated auditory prosthesis = bone-anchored hearing aid or cochlear implant.
I am particularly interested in hearing other people’s experiences with hearing assistance. Those who want, can post a comment. Those who prefer to remain anonymous, can send me an email.
A television with sound bar (below), subwoofer (to left) and assorted controlling devices on the bench for sound bar sound, tv operation, and input of text (from left to right). Jellyfin, connected to our server, is our primary source of content. We have also used Netflix. I have heard Now and Then by the Beatles, but on YouTube and another device, not on this television or from Netflix.
The first words written in this post were sound bars, in the title. As the text body emerged and grew, it became obvious that these devices had to be put in context. Yes, sound bars are important, but they are only one solution of many. Thus, without changing the title, I have allowed this post to present many different solutions to providing or preventing sound from enhancing or detracting from life. Sound bars are one of many appropriate solutions to the challenges presented by sound, for people with relatively normal hearing. For people with hearing disabilities another weblog post is being prepared about hearing loops, and other devices to help people hear better.
In my youth, the brother of one of my friends had made a reputation for himself, producing radio commercials for the Seattle WA area. I learned a lot about sound visiting this brother’s studio in the late 1970s. He had started his career as a DJ, where the goal was to have the largest listening audience, for his station’s audience segment. To do this he optimized his programming with a playback system using a single 3″ (75 mm) speaker, because that was the size and type of speaker found on most radios at the time. He wanted to optimize the sound for the average listener. Competitors, he said, most often used expensive, professional playback equipment. They fine-tuned their music and commercials to play optimally on audiophile equipment. He claimed that what that meant in reality, was that it sounded bad on the equipment most listeners used.
This event impacted me. I appreciate sound. I enjoy listening to music, the human voice and soundscapes, especially those in nature, but also industrial and artificial soundscapes, as long as I can reduce the sound levels. I have my hearing limitations, related to tinnitus, where listening to low decibel (dB) sound levels of music can be regarded as therapy. Almost by definition, I can never become an audiophile.
I am never quite sure where real audiophiles can be found. My experience with self-proclaimed audiophiles is that they are obsessed with discussing sound rather than listening to it. It is very likely that I have a prejudiced view of the phenomena. That will not prevent me from discussing this topic further.
It is often claimed that Audiophiles require sounds to be curated. First, every audiophile has a preferred medium: most often vinyl, but sometimes reel-to-reel tape or even CDs. Second, sounds need to be optimized for the listening environment, using equalizers so that sound produces perfect sound intensity (dB) characteristics at all frequencies humans can hear, typically 20 – 20k Hz. Third, those with hearing imperfections, will not hear these perfect sounds as intended. Of course, the sound system could be set up for a particular individual, but that would mean that everyone else would have a sub-optimal experience. Fourth, human speech in the soundscape, not to mention any other sound-producing activities, has to be avoided. That is because your average audiophile uses equipment has been designed for use in anechoic chambers = ultra quiet rooms, that are without echoes and are otherwise non-reflective. Indeed, many anechoic chambers are designed not just to stop sound reflections, but also electromagnetic waves. These rooms are often insulated to prevent energy from entering. This means a person (or more often, a detector, possibly a microphone) hears sounds directly. This rule is the one most often broken.
What I have experienced is that modest equipment, one step above entry level (read: cheap) is good enough for most people, including myself. As people age, and their hearing worsens, it is more important to avoid the extremes.
Soundscapes
People encounter many different soundscapes in their daily lives. When people enter a different soundscape, sometimes they have to use devices that can enhance or diminish sounds encountered. A soundbar is only appropriate in a limited number of these.
All of our family members have been issued their own -34 dB ear muffs/ defenders. We also have two additional pairs for guests, that can be borrowed. In addition, disposable ear plugs are also available. These are to be worn in the kitchen, workshop and even out on the lawn, when noisy (> 80 dB) machines can be used.
Ear muffs offer more protection at higher frequencies than ear-plugs, are designed to fit most people and can be adapted quickly and with little effort. Usage can be easily monitored. Their bright yellow colour means that they cannot be easily misplaced or lost. They can be worn with minor ear infections. When guests return them, they are cleaned so they are always available for others.
In other soundscapes, such as bedrooms or office spaces, headsets are frequently used, so that sounds produced there do not infiltrate other (typically adjacent) soundscapes. Needs vary. Many people will prefer in-ear models, others over-the-ear. The in-ear models will be wireless, as will some over-the-ear models. Some want to allow spoken voices in the room to penetrate their headset space, others want to avoid this. It is not simply a matter of taste. Preferences may be tempered by employers/ schools providing free equipment.
All residents who want them have been issued their own headsets. The difference between headphones, that only provide loudspeakers, is that a headset also contains a microphone. Ours are various Logitech G Pro models. Most guests saying with us, bring their own ear pods with them, but we can find suitable headsets if these are preferred. This allows people to engage in numerous activities such as listening to podcasts and music, or indulging in gaming. They can also be used for work or study.
Children’s bedrooms and adult’s home offices now need more computing equipment than they used before the pandemic, such as video cameras. In addition, people need faster internet speeds. Work and study computers supplement leisure oriented (read: gaming) computers. Many people prefer to use laptops, others opt for desktop machines. Younger eyes don’t seem to object to smaller screens. Older ones want larger screens, with the modern ideal being a 34″ ultra-wide in 21:9 or 32:9 format.
Over the 2020s, housing will continue to be modified to provide private work and study spaces. An important part of this will be sound insulation in various forms. People who have the opportunity to do so will also wire their residences with Ethernet cables, rather than relying on Wi-Fi. At Cliff Cottage all rooms have wired Ethernet coverage.
The pandemic altered work life, for many people. The office is no longer of supreme importance. Open office landscapes and open seating are disliked, not just for their disease spreading ability, but because they are inappropriate environments for accomplishing work, because of the numerous disruptions they promote. People appear to be more productive when they work from home. Thus, while there has been some rebound to the office after the pandemic, my prophecy is that this will decline in the coming years, stopping at about one day a week, mainly for meetings, by mid century.
Soundscape Case 1: At the local cooperative store, where most of our groceries are purchased, there has been a change in the appearance of staff. The store is open from 07:00 to 23:00. The retired population of Inderøy usually shops there between about 09:00 and 11:00, sometimes later, but usually avoiding the rush of workers heading to and from work, as well as the lunch hours when school children invade the store. With the retired population present, most of the staff are busy stocking shelves, but simultaneously listening to podcasts or music fed to their ear pods from their smartphones. Their listening does not impact anyone negatively, including themselves, provided they are listening at moderate sound levels.
Soundscape Case 2: At the opposite end of the scale are the råners = boars (literal translation from Norwegian), referring to people (mostly males) who have cruising roads and streets as their primary hobby. They typically transform their rear-wheel drive cars into high powered (typically 1 000 W) sub woofers. Their presence can be felt before they can be heard, or seen. The liberty råners take, negatively impacts others.
Sound bars
Sound bars can be disruptive, and incompatible with the work and study habits of individuals. They can be enjoyed in selective common areas, most often a living room, that can provide an audio-visual experience that can be shared by a group of people, typically referred to as a family. In offices, sound bars are also suitable when used with large screens or projectors for meeting use.
In the 1950s and 1960s, the number of audio and video devices in a living room increased in number. There were turntables for playing LPs and other types of records, tape decks of assorted formats for playing and recording tapes, followed by CDs in the 1980s. These were connected to amplifiers and speakers . For video, there were other developments such as VHS cassettes, laserdisks, DVDs and Blu-ray disks, along with dedicated players. Content also took up large amounts of wallspace.
In the 21st century machines for playing audio and video content, as well as the content themselves, started to disappear. Content was stored on files, that could be located in a cloud = someone else’s server, and/ or on one’s own devices, including servers. The most omnipresent device today is a hand-held device = smartphone.
The dominant element in a living room is now a large flat-screen television. Size varies from about 32″ (80 cm) to 80″ (over 200 cm). On 2023-11-27, we entered the modern age, when a Net-on-Net Andersson, QLED5031UHDA model, from , with a 50″ 4K (3840 x 2160) QLED screen, was delivered. It was not a sophisticated product, but gudenuf for our needs.
Smart televisions have become hubs, integrating components and services. Having owned one for less than two months, I have not mastered them, and have not started to modify one yet. This will come. Yet, there have been changes. Previously, a home theatre computer functioned as a hub. It took content from the internet as well as our server, displaying video an a 40″ (100 cm) screen. Audio was sent to an active speaker system with a built-in bass unit. It sent mid- and high range audio to two bookshelf speakers. These components have all been eliminated.
The audio challenge with flat-screen televisions, in contrast to their cathode ray tube (CRT) predecessors, is that they lack volume, as in three-dimensional space, to produce realistic sounds. Thus, television manufacturers have encouraged the use of sound bars and subwoofers to enhance sound.
A sound bar is a linear sound system, with built-in amplifiers and speakers positioned in a long but narrow and low box below a television screen, often fixed to a wall, but sometimes placed on a low bench. It is often accompanied with a separate box, containing a subwoofer speaker, that produces the bass notes.
Suggestion: Before acquiring a sound bar, measure the walls or surfaces where it could be located. This will provide information about the maximum length (often called width), height and depth available. Ensure that there is space on all sides of the soundbar. Speakers need volumes of air, to move sound into a room.
We have acquired an Andersson SRS 2.4 soundbar with subwoofer and remote control. It was part of a package deal with the flat screen television. It also supports Dolby Atmos surround sound technology, although we are not using it. Many people use satellite speakers to add surround sound effects, which simulates three directional sound. This topic will not be discussed any further here, but may be a topic for a future weblog post.
Cables connecting audio-visual components are important because their quality can significantly impact enjoyment of a product. When not in use, we store cables of the same type in separate plastic storage bags, with important data about them written on the bag. Increasingly we are marking each cable, and sometimes each end (if the connectors differ) on small cards with length, type, and other important characteristics written on it. Transparent tape is then used to attach the card to the cable, and to cover both sides of the card.
Two of the most common connectors/ interfaces for digital audio are S/PDIF = SPDIF = Sony/Phillips Digital Interface, and HDMI = High-Definition Multimedia Interface. Each uses their own specific type of cable, with S/PDIF being considerably thinner than HDMI cable.
SPDIF transmits only digital audio, using two different approaches: coaxial and optical. We have avoided coaxial cables and use Toslink = Toshiba link, a standardized optical cable system. It is preferred because it uses fiber optic cables, which are immune to electrical interference; it provides superior isolation and reduces the risk of ground loops; it is better for long-distance transmission due to its excellent signal integrity; it supports multi-channel audio formats like Dolby Digital and DTS.
If two pieces of equipment don’t share the same connector type, they can be joined using converters.
Theoretically, the best sound bar audio input option is HDMI (ARC) where: ARC = audio return channel. ARC sends audio from the television to the sound bar. HDMI also transmits digital video. On our system we started off using HDMI (ARK), but found we got better results using Toslink.
Sound bars typically allows input from two other types of inputs: USB-C and 3.5 mm jacks. They also support various types of music files, including high resolution streams of up to 24-bit/192kHz.
Digital audio provides higher fidelity compared to analogue audio because it does not allow noise to be added to the audio signal. Despite the claims of some hi-fi enthusiasts, digital is better than analogue.
CD, DVD, Blu-Ray and others players are quickly fading into the past, except when enthusiasts attempt to reclaim outmoded technology. In some parts of the world antennas will be used to access some content. Increasingly, more of it will come in through internet connections. In our municipality, antennas – including satellite dishes, are antiques from the past.
Most people will operate their audio-visual equipment with a remote control device or, increasingly, just a smartphone. Chromecast, in particular, can be used to transfer content from phones, tablets, laptops or similar devises to a television, and allow them to be played. Sometimes a keyboard can be useful to input text. We have a Logitech K400 keyboard for this purpose.
As with any new system, it can take time to learn operational procedures. Sometimes instruction manuals assume people know how to use the equipment! Initially, we write operating procedure proposals on a sheet of paper which can be modified as we learn more about system operation. After some time, a clear set of instructions emerges. We then transfer this information to the front of a book used to record viewing information.
Yes, we are so obsessive that we record data about each viewing of a documentary, television episode or movie, including series and episode number and its names, along with the first name initial of viewers present (mostly family members), and the date.
We store paper copies of all instruction manuals in a 50 litre plastic storage box. They are available if we need to access information. Increasingly, we are storing digital pdf files of instructions as files inside our server, so that they are accessible to anyone with a computer.
Fond memories
If you are over the age of 20, your days of being able to hear high-frequency sounds has ended. I remember a class who had acquired a device that could produce loud high-frequency sounds. When they turned it on in the classroom, they could all hear the noise this produced, but I was totally oblivious to it. Only their laughter gave it away.
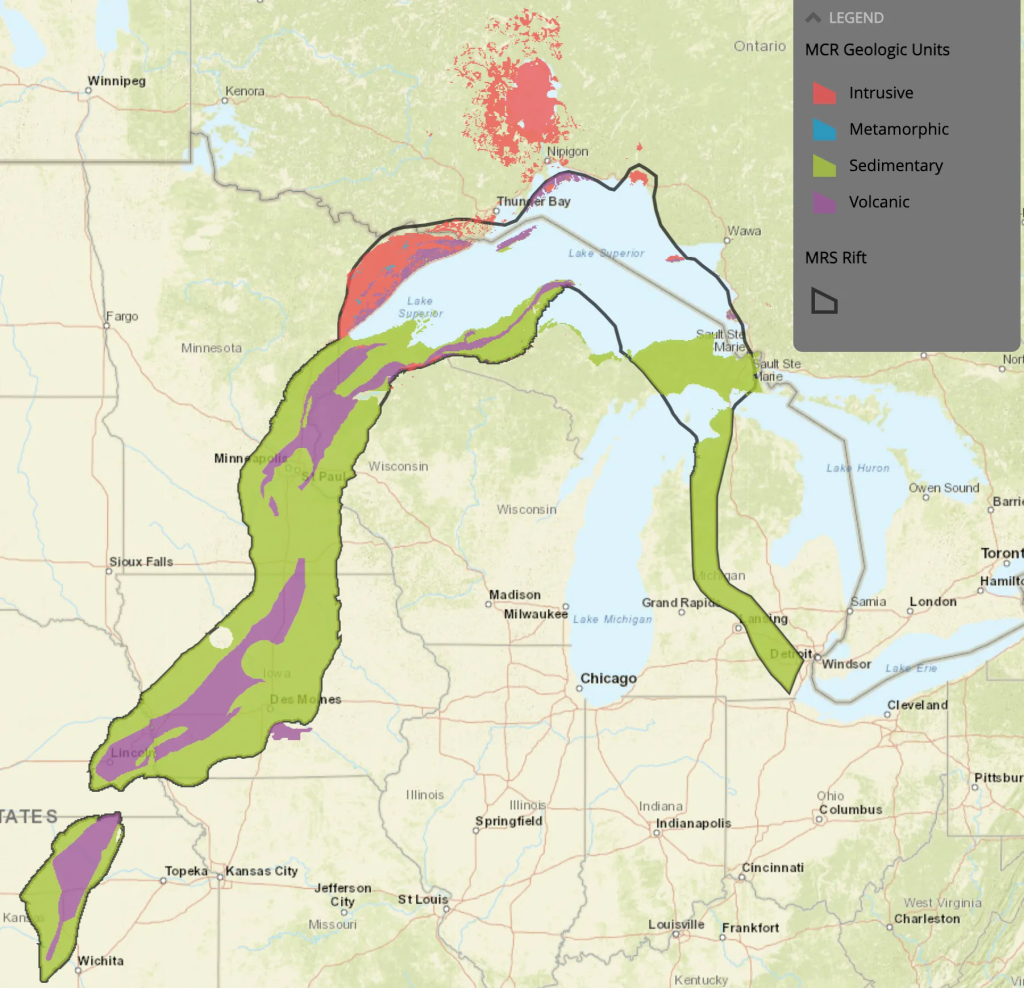
The Mid-Continental Rift System, where white hydrogen could be produced. Source: United States Geological Survey, 2023-12-05
Hydrogen is an important element in a number of compounds, including water (H20), methane (CH4) and ammonia (NH3). In my opinion it is not an effective energy carrier. The accessible energy is stored in electrons.
One hypothetical question about hydrogen is to ask if pipelines should be built to move H2 to other places, or if it is better to move electrons using high-voltage direct current ( HVDC) transmission? It is hypothetical because no energy analyst without a vested interest in pipelines, would bother to ask the question. They know the answer is HVDC.
One avoids a lot of confusion, if the starting point for understanding energy transmission is exergy. Two (slightly modified) paragraphs from Wikipedia can provide a foundation, even if it takes time for one’s brain to understand the concept: Exergy, often referred to as available energy or useful work potential, is a fundamental concept in the field of thermodynamics and engineering. It plays a crucial role in understanding and quantifying the quality of energy within a system and its potential to perform useful work. Exergy analysis has widespread applications in various fields, including energy engineering, environmental science and industrial processes.
From a scientific and engineering perspective, second-law [of thermodynamics] based exergy analysis is valuable because it provides a number of benefits over energy analysis alone. These benefits include the basis for determining energy quality (or exergy content), enhancing the understanding of fundamental physical phenomena, and improving design, performance evaluation and optimization efforts. In thermodynamics, the exergy of a system is the maximum useful work that can be produced as the system is brought into equilibrium with its environment by an ideal process. The specification of an ‘ideal process’ allows the determination of ‘maximum work’ production. From a conceptual perspective, exergy is the ideal potential of a system to do work or cause a change as it achieves equilibrium with its environment. Exergy is also known as ‘availability’. Exergy is non-zero when there is dis-equilibrium between the system and its environment, and exergy is zero when equilibrium is established (the state of maximum entropy for the system plus its environment).
One assumption, in both papers, is the existence of a large source of green hydrogen molecules available at a single location suitable for putting into a 1 000 km pipeline. Hydrogen plants, close to existing pipelines, don’t use green hydrogen but grey hydrogen based on a centralized natural gas steam reformation system. For a short explanation of hydrogen’s colours scroll down to the end of this post.
The papers assume green hydrogen is inexpensive to manufacture: $1 per kilogram in the 2018 study; $2-$4 per kilogram per the 2021 study. Yet, green hydrogen uses 50 – 60 kWh of firmed electricity per kilogram to manufacture. Firmed electricity costs about $0.10 per kWh, unless one is using massive legacy hydroelectricity facilities found in Norway, Quebec and British Columbia. Here $0.5-$0.06 per kWh could be found. Firmed is a term used to describe energy that can be constantly provided at a needed rate and at a fixed cost.
A better estimate of the manufacturing cost of hydrogen is $5 to $10 per kilogram.
There are also incorrect assumptions about the capacity of HVDC transmission lines, underestimating capacity. In 2019, a Chinese 1 .1 MV = 1 100 kV link was completed. It traverses a distance exceeding 3.3 Mm = 3 300 km = 2 100 miles with a power capacity of 12 GW.
At the end of every line (pipe, as well as transmission), energy has to be distributed onward. Electricity is part of a high efficiency (read: cheap) distribution grid. Hydrogen is expensive to distribute, often relying on trucks with specially made pressurized tanks. While gray hydrogen costs $1-$2 to manufacture, it currently sells for €15 to €25/ kg to consumers in Europe and $30 to consumers in California. Much of this difference in price is due to distribution costs.
Both papers ignore that hydrogen as an energy carrier has to be used. Molecules are less efficient than electrons. Fuel cells offer only about 50% efficient in turning H2 into electricity, while electricity stored in batteries is much more efficient.
Burning hydrogen for heat under 200° C = 392 ° F competes directly with heat pumps, which are three times as efficient on average, and in industrial settings usually even more efficient. This means there is no need for H2 for residential or commercial heating.
The vast majority of industrial processes working above 200°C are electrifiable, typically with efficiency gains over using burnable fuels. The hydrogen pipeline studies ignore this inconvenient truth.
A Norwegian DNV (previously Den norske veritas) study, Specification of a European OffshoreHydrogen Backbone (2023) produced a report for The European Association of pipelines. It is slightly more realistic than the 2018 and 2021 studies, but still contains major flaws. It contends that green hydrogen can be delivered to the end of a transmission line for €3.21 per kilogram in 2050, and that this is cheaper than the transmission of electrons. It uses more expensive HVAC transmission rather than HVDC transmission, and exaggerates these transmission losses compared to hydrogen pipeline efficiencies. They also overstate transmission line operating costs, despite the fact that HVDC has no moving parts while pipelines have lots of moving parts, such as pumps.
Despite all of the unrealistic benefits given to H2, it’s still ten times more expensive to transport than liquid natural gas (LNG). Michael Barnard commenting on the report in CleanTechnica, contends that the report “was structured to meet the need of the clients to pretend that manufacturing molecules of hydrogen offshore at wind farms and then constructing pipelines all the way to major demand centers was the most cost effective model, and the DNV analysts contorted numbers and the space time continuum until the client’s needs were satisfied.”
Hydrogen pipelines vs. HVDC lines:Should we transfer green molecules or electrons? (2023) by the Oxford Institute for Energy Studies is better. It starts with the same amount of electricity at the beginning of the pipeline and HVDC = 9.6 GWh. They then apply most electrolysis facility energy losses before putting hydrogen into the pipeline, and apply the much smaller efficiency losses to electricity before it gets into transmission.
They calculate the energy delivered at the end of the pipeline to be 1.15 – 5.71 GWh , with an average value of about 3.4 GWh or a 34% delivery rate. At the end of the transmission line, there is 7.872 – 8.832 GWh, with an average value of 8.35 GWh or 87% delivery rate.
Yes, there is considerably more energy at the end of the transmission line. The hydrogen pathway delivers only 40% of the energy compared to the electron pathway. In economic terms, that means that energy from H2 will cost 2.5 times what it costs using electricity.
Much of the rest of the report can be filed under magic/ apologetics for the H2 industry, with unsupported contentions, and unrealistic costs: too little for hydrogen, but too big for electricity.
Other weaknesses in the report include failure to explain how one can get firmed electricity in sufficient quantities to an offshore electrolysis facility economically, or to take into account construction costs. In addition, electrolysis is simplified, missing several components such as a hydrogen dehumidifier.
At the other end of the pipeline, exergy is not taken into account. They treat the energy delivered as molecules and the energy delivered as electrons as being equal. Fuel cells are only 50% efficient at turning hydrogen into electricity. This means that using hydrogen requiring 5 times as much electricity, in contrast to using electricity directly or with intermediate storage using batteries or capacitors. To produce heat < 200° C, 7.5 times as much electricity is needed, For heat > 200° C, an electric option is almost always more efficient.
I will not state that there is no market for hydrogen for energy, and look specifically at the aviation industry. However, there are no hydrogen pipelines planned (that I can find), although some designs exist. There are many HVDC transmission lines approved, under construction and in operation.
There is a market for H2 as a feedstock/ commodity. In the United States the most economical way of producing it is to pump water down to hot iron-rich rock to extract white hydrogen in the Mid-Continental Rift System (MRS) = Keweenawan Rift. This can be done at an industrial scale. The rift is about 2 000 km = 1 200 miles long, in the center of the North American continent but south-central part of the North American plate. It formed when the continent’s core = the North American craton, began to split apart during the Mesoproterozoic era, about 1.1 billion years ago. When the rift failed, it left behind thick layers of igneous rock that are exposed in its northern reaches, but buried beneath later sedimentary formations along most of its western and eastern arms. This rift is also an important location for metals, but that is a topic for another day.
Conclusion: It makes no economic sense to put electrons into electrolyzers to make H2, then to put that H2 into pipelines. Hydrogen is an ineffective carrier of energy. No hydrogen pipelines will be built to transport energy. HVDC transmission lines will carry electrons everywhere. If H2 is needed as a feedstock, it will be manufactured at the point of use, to avoid transportation costs.
Notes: The various colours of hydrogen are a shorthand way of discussing hydrogen production characteristics. These were listed in an earlier weblog post, although white hydrogen was missing. In summary these are: black/ brown = from coal; grey = from methane/ natural gas; green = from surplus renewable energy; yellow = from solar (my personal usage, others use orange); orange = from mixed sources, including up to 50% non-renewables; red = from mixed sources where non-renewables exceed 50%. pink = from nuclear energy; turquoise (in general use) = purple (my personal usage) = more climate friendly blue hydrogen, such as methane pyrolysis. White (or gold) = hydrogen made by natural processes.
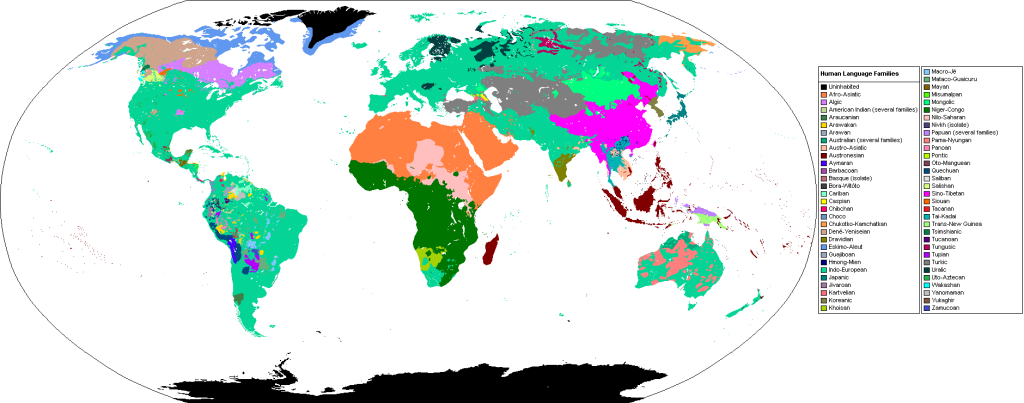
Principal language families of the world (and in some cases geographic groups of families). Original work by: Zachary Leshin (1990 – ) = PiMaster 3, 2013.
While the focus of Words of the Year 2022 was on social justice, in 2023, one cannot escape the fact that the world is heading towards an environmental catastrophe. Global warming is real, and will continue to happen, with western consumers the primary agents of change, while the citizens of the rest of the world pay for its consequences.
Part of this year’s efforts in appraising words of the year, is to allow readers to determine the meaning of a resurrected word: Technohygiene. Now, for the first time ever in this weblog, people get to determine what this word actually means. This is not a matter of multiple choice. The word is given, what should it mean?
January – Quiet Hiring
Quiet hiring is when an organization acquires new skills without actually hiring new full-time employees. It can mean hiring short-term contractors, or current employees could move temporarily into new organizational roles.
There were some predictions that 2023 would result in a recession, which could point to a slow down in hiring, but not a hiring freeze or layoffs. The main challenge is that there is a talent shortage, mentioned in 2022, that hasn’t gone away. This means it’s harder to increase or even maintain a head count, at the same time there is a desperate need for talent, so that companies can meet (potentially exceed) their ambitious financial goals.
Hiring usually falls into one of three categories: staffing existing roles, creating new roles or addressing an immediate need. Quiet hiring is only concerned about that third category. It prioritizes the most important functions at a given time.
Now, if only employers would ensure that work resulted in improved health for employees and the planet. I note that this term isn’t used in Scandinavia, where the majority of workers belong to trade unions, including this writer, until 2023-12-01, when I resigned from Norsk lektorlag – a union for teachers.
February – Snye
There are times when I can be found using the Internet. Much of that time is spent exploring the world, and discovering new features about it, including examining old as well as new maps. This led to Snye.
Snye refers to a side-channel, especially one that later rejoins the main stream/ channel. Sometimes it refers to a backwater. It is a Canadianism, used mainly in Ontario. The word was discovered by looking at a map of the Chenal Ecarté aka The Snye, a river in the municipalities of Saint Clair and Chatham-Kent in Southwestern Ontario, Canada. It is a left distributary of the St. Clair River that flows to Lake St. Clair, and thus is part of the Great Lakes Basin.
The word is probably adapted from chenail (in Quebequois) a variant of standard French chenal. Chenal comes from canālis in Latin = waterpipe/ conduit, possibly derived from canna = reed/ pipe. Canna is related to the Ancient Greek kánna, from Semitic origins, such as the Akkadianqanū = reed, and related to modern Arabic qanāh = canal/ channel; and, Hebrew qāneh = cane/ reed/ stem.
Latin derivates of canna in English include: canal, cane, canister, cannoli, cannon, canon, canyon, channel. Also related is the surname Chanel.
Snye was first recorded in English in the 1810s.
March – Complisult
Yes, this is the art of combining a complement with an insult. It comes from the NBC television show Community. In more ancient times, it was known as a backhanded compliment. An example: I like your shirt, it almost fits you. A complisult, first sets the recipient up, by saying something nice, to allow that person to start trusting. Then comes the insult, designed to let the recipeint feel an inferior status.
Trump is a master of the complisult: I’ll say it with great respect: Number one, she’s not my type. Number two, it never happened. After he says: I’ll say it with great respect, the follow up phrase is a dismissal.
With complisults, one is entering the domain of a gaslighter/ narcissist incapable of giving a conventional compliment. The complisult serves two purposes. First, it leads the recipient to a false sense of security. Second, it allows the gaslighter/ narcissist gain something. As soon as the recipient gives them something, perhaps just a smile, they respond with the insult or, at best, a comment that shows indifference.
April – Funemployment
The root of this word is not employment, but unemployment. Instead of regarding unemployment as a problem, it is seen as an opportunity.
For months, the above two sentences, were all that I had written about Funemployment. As publication of this post approached, I wondered, if I should seek out a different word as a replacement. Fortunately, writing something else entirely, I looked up synonyms for similar, on thesaurus.com.
On 2023-12-18, dictionary.com (sibling site to thesaurus.com) announced that it was going to present a vibe of the year! Vibe(s) = the overall feel of a situation or person.
Their choice was eras = periods of time in a person’s life characterized by something distinctive and noticeable, such as a particular emotional state, relationship, achievement, or interest. Retirement is possibly one such era.
They explained, vibe of the Year “is based on the shared sense that we’re all looking for ways to define the perpetually shifting stages of our cultural and personal histories.”
Having been funemployed for seven years, but with a secure source of income, it is useful to appreciate the vibes this period of time brings with it.
May – Baby Chasing (v) / Baby Chaser (n)
Zonda Chief Economist Ali Wolf, explains there’s a big overlap between select baby boomers and select millennials. They are often competing for the same houses, the former downsizing into retirement houses, the latter stepping on the first rung of the property ladder with a starter residence. The key difference between the two groups is that boomers have equity, in the form of their current debt-free house, while millennials have less. Boomers are attempting to help their less fortunate offspring by selling up and moving close to provide extra help rearing the pandemic babies. These movements are tracked in Zonda’s Baby Chaser Index. Austin, specifically, along with Texas and other locations in the sun belt, more generally, are top locations.
Millennials have pushed up home prices in recent years as demand outweighs supply. Yet, this situation will start to reverse over the 2020s, as Baby Boomers begin aging out of the housing market, while post-Millennial generations are smaller, leading to population growth declines, or even reversals. This could lead to excessive housing in the market, reducing prices.
Reading about this phenomenon once again in 2023-08, it appears that American real estate analysts had underestimated the number of residences boomers would need. Somehow, they had not realized that widowed boomers would want to retain their independence, and would not want to move into someone else’s residence.
June – Salt tooth
The Irish News tells us “… more than 40 per cent of people have a weakness for salty rather than sugary flavours. Experts call this phenomenon a salt tooth, and it’s becoming more common. For while some people are genetically programmed to crave salt, others are now developing a salt tooth as a result of the prevalence of highly processed, salty food in our diet.”
Salt contributes to the gluttony crisis. People are eating more than they need. In part, this is because agricultural production has exceeded dietary needs. Greed encourages these excessive production levels. Initially, global food companies thought they were be able to profit from this, by exporting their surplus. However, surpluses became more of a world phenomenon. So, these companies responded by encouraging increased consumption = gluttony.
There are places in the world that are resisting gluttony. Gianni Pes and Michel Poulain (1947 – ) developed the concept of blue zones resulted from demographic work in Nuoro, Sardinia, published in 2004. People concerned with diet should probably investigate The Blue Zones, popularized by Dan Buettner (1960 – ) by reading books, watching videos or listening to podcasts. There is even a short introduction available online.
July – Global boiling
UN secretary general, António Guterres (1949 – ) noted that scientists confirmed 2023-06 was on track to be the world’s hottest month on record. He said the era of global warming had ended and “the era of global boiling has arrived”.
Thermal reflective paint is produced by Cool Roof France (CRF). It claims to be on a mission to reduce the ambient temperature inside buildings in a sustainable and cost effective way, by painting roofs white! White paint is traditionally made up of calcium, solvent and water. Calcium? In France, more than 130 Gg = 130 000 Mg = tonnes of oyster shells are thrown away every year. CRF takes a few tonnes of this waste and uses the outer part of the shell – which is made from calcium – to replace other sources of calcium in its paint.
Yet, oyster shells offer another advantage, it produces a more durable paint. The thermo-reflective roof paint is applied in three layers. The first two layers make it a durable product which will last for around 20 years. The third layer is able to reflect 90 per cent of the sun’s rays away from a building, resulting in an average temperature reduction of six to seven degrees Celsius. In France, this means a 30 – 50 % reduction in air-conditioning (read: energy) usage. For further information, see this Euronews article.
Here at Cliff Cottage, I am considering painting our black metal roof white.
August – Noctalgia = sky grief
Along the sins of developed nations is a propensity to pollute air and water and to create massive amounts of carbon dioxide, that is dumping into the atmosphere triggering global boiling. If this is not enough, the haves have significantly increased light pollution. Aparna Venkatesan (University of San Francisco) and John C. Barentine (Dark Sky Consulting) have coined a new term to help focus efforts to combat light pollution. Noctalgia captures the collective pain humankind is experiencing, as it continues to lose access to the night sky.
To tackle noctalgia, a movement has sprung up across the globe to create dark-sky reserves, where surrounding communities pledge not to encroach with further expansions of light pollution. Elon Musk is not part of this effort. Satellite-based light pollution will require international cooperation and pressure on companies like SpaceX to be better stewards of the skies they are filling with constellations of Starlink satellites. They have put orders of magnitude more satellites into orbit than even a decade ago, with even more expected. Those satellites spoil deep-space astronomical observations when they cross a telescope’s field of view. More importantly, they scatter and reflect sunlight from their solar arrays.
September – Coruscating
Coruscating, readers are told in a Guardian article, means sparkling or emitting flashes of light. It is derive from the Latin coruscāre, to flash or vibrate. Yet, it could also mean the same as excoriating, censuring severely, severely critical or scathing. The article then mentions that David Shariatmadari (?- ) in his book Don’t Believe a Word: The Surprising Truth About Language (2020): “A word’s origins do not reveal its underlying meanings.”
Elizabeth Closs Traugott (1939 – ) explains that the first meaning of toilet in English was a “piece of cloth, often used as a wrapper, especially of clothes”. It adopted several other meanings before taking on its current one.
Michael Proffitt, chief editor at the Oxford English Dictionary, shows this new usage of coruscating dates to at least to 1995. It was added to the Oxford Dictionary of English, in 2017.
October – Rizz
Rizz refers to a term used by Generation Z to describe someone’s ability to attract or seduce another person. Rizz probably comes from the middle of the word charisma. It can be used as a verb, as in to rizz up = chat someone up.
Younger generations continually create opportunities to own and define the language they use.
Thus, another term used by these people is situationship = an informal romantic or sexual relationship.
I find it interesting that the word comes from the middle of a larger word. In Norwegian, many words come from the end. For example, a car (or any vehicle) is referred to as a bil, from automobil.
November – Authenticity
On 2023-11-27, Merriam-Webster announced its word of the year, authentic. Editor Peter Sokolowski stated: “We see in 2023 a kind of crisis of authenticity. What we realize is that when we question authenticity, we value it even more. Can we trust whether a student wrote this paper? Can we trust whether a politician made this statement? We don’t always trust what we see anymore. We sometimes don’t believe our own eyes or our own ears. We are now recognizing that authenticity is a performance itself.”
Definitions include: not false or imitation: real, actual, exemplified in an authentic cockney accent; true to one’s own personality, spirit or character; worthy of acceptance or belief as conforming to or based on fact; made or done the same way as an original; and, conforming to an original so as to reproduce essential features.
December – Unabated
Abated, as it refers to fossil fuels, is generally understood as capturing emissions before they go into the atmosphere. Thus, unabated fossil fuels are those without interventions to substantially reduce greenhouse gas emissions. The key word here is substantially. Does it mean 75% or 90% or 99%?
The world has known about the damage caused by fossil fuels for a long time. The Intergovernmental Panel on Climate Change (IPCC) published its second assessment report in 1995. This affirmed the science of anthropogenic climate breakdown. At that point, the world was informed about what was happening.
United Nations Climate Change Conferences, held annually and generally referred to as the Conference of the Parties (COP).
The sixth IPCC report delivered in 2023-03 issued humanity a bleak final warning – the biosphere is on the brink of irrevocable damage.
Thus, it is incomprehensible that the COP28 president was Ahmed Al Jaber, who is also director general and chief executive officer (CEO) the United Arab Emirate’s (UAE) Abu Dhabi National Oil Company (ADNOC). He has stated that climate diplomacy should focus on phasing out emissions, not fossil fuels.
Thus, it is incomprehensible that the powers that be allow the CEO of an oil company to chair the 28th round of the COP climate talks, in Dubai, in the United Arab Emirates, in the hottest year on record, and with carbon emissions rising.
According to the United Nations Framework Convention on Climate Change (UNFCC), the COP host country should rotate between five regional areas: 1) Africa, 2) Asia-Pacific, 3) Eastern Europe, 4) Latin American and Caribbean, and 5) Western European and others.
It has now been decided that Baku in Azerbaijan will host COP 29. It is extremely concerning that a significant fossil fuel-producing nation will host the annual climate conference for the third consecutive time, following Egypt and the United Arab Emirates. Burning fossil fuels is one of the chief causes of the climate crisis,.
Dishonorable mention – Password Child
I don’t know how to break this to my children, but neither of their names have been used as passwords. The closest I have come is using the name of a fictional character from a book first read some decades ago for a disposable email address. Disposable? Yes, I believe I still have access to it. At a minimum I have its password recorded, but do not recall using it since 2006.
Cambridge, as in a quaint British university, states that password child is a humorous way of referring to a parent’s favourite child, supposedly because the parent will often use the name of that child as a computer password.
My son, Alasdair, visited a graveyard at Morar in Scotland, 5 km south of Mallaig, where Loch Morar empties into the sea. (Mallaig can be found on the map below, just south of Skye). Morar is currently home to 257 souls, the MacLellans lived there before South Uist in the Hebrides, before the Margaree Valley on Cape Breton Island, before Nanaimo on Vancouver Island, before Vangshylla, Inderøy = Inner Island, in Norway. Alasdair discovered that many of the people in the graveyard were MacLellans named Shelagh and Alasdair, spelled as we had chosen to spell their names.
Word of the Year 2023 – Vatnyk
ватник is how the word is written in both Russian and Ukrainian. The Ukrainian transliteration to English, vatnyk, has been chosen, over the more common Russian transliteration, vatnik. Vata in plural. The term refers to a steadfast, jingoistic follower of Russian government (Kremlin) propaganda. Jingoism is a violent, or at least threatening, form of nationalism.
The use of the word originates from an Internet meme first spread by Anton Chadskiy, using the pseudonym Jedem das Seine on VK in 2011. BK in Russian = VK in English refers to ВКонтакте (VKontakte = InContact), a Saint Petersburg based Russian online social media and social networking service. It was later used in Russia, Ukraine, then in other post-Soviet states. The name refers to a cartoon character with a black eye, who wears a padded cotton wool jacket.
During the cold war (1947 – 1991), tankie referred to members of communist parties in western countries, notably the United Kingdom, who followed the Kremlin line, agreeing with the crushing of revolts in Hungary (1956) and Czechoslovakia (1968) by Soviet tanks. It was used, especially, by Western Marxists who wanted to distance themselves from hardliners.
Vatnik emerged because tankie was seen as an outdated reference, too limited in its ability to insult people on the far left. Because Russia is no longer communist, but still an authoritarian aggressor, tankie lost its political effect. As a result, those previously referred to as tankies are now called vatnik/ vatna.
Supporters of the Russian government, have described vatnik as an ethnic slur, in Wikipedia, and on social media networks. Evidence does not support this position.
Norwegian word of the year – Dupes
According to Norwegian Broadcasting Corporation (NRK) journalist Ragnhild Laukholm Sandvik, dupes was the biggest shopping trend in 2023. A dupe (duplicate) is a fairly similar but much more affordable alternative to an expensive product.
In 2023, the number of Google searches for the word dupe has set a new record. In addition, more than a third of Norway’s population between 15 and 25 have bought dupes in the past year. Dupes is about making a good deal, but it requires an awareness of rapidly changing online trends. It also helps to make some smart discoveries, as well as being aware of what one can afford.
Final comment for 2023
In 2023, the big three languages I have studied with Duolingo are Ukrainian, Finnish and Gaelic. After visiting the Faero Islands and Iceland, I realized there was less of a need to continue any study of Icelandic, because it is doubtful that I would return there again. Previously, I have used Icelandic online.
I have also signed a Welsh petition that protested Duolingo no longer updating its Welsh course from the end of 2023-10. This petition calls for the First Minister of Wales, Mark Drakeford, to personally intervene with Luis von Ahn, the CEO of Duolingo, with the aim of saving the Welsh course. There are currently over 650k active learners of Welsh on Duolingo & over 2 million have learned some Welsh on the course. The Welsh Government’s target of 1M people with B2 & better skills by 2050 will be negatively impacted by this. If this can happen to Welsh, it can happen to Gaelic! Except …
The National Centre for Gaelic Language and Culture, Sabhal Mòr Ostaig, has taken over development of the Gaelic language course for language app Duolingo.
Scottish Gaelic was added to the app in 2019, with the course originally being built by a team of volunteers including Skye-based architect Màrtainn Mac a’ Bhàillidh, who is also a member of Gaelic campaign group Misneachd = courage.
Mac a’ Bhàillidh will continue to lead the team working on the course now it has moved over to Sabhal Mòr Ostaig, which is based in Sleat on the Isle of Skye. Sleat is not shown on the map below, but it is a peninsula furthest south on the island.
Dr Gillian Munro, principal at Sabhal Mòr Ostaig, said the partnership with the app, which has attracted 1.1 million Gaelic learners from across the globe, is to align the language courses both organisations offer.
“The success of Scottish Gaelic on Duolingo demonstrates the growing demand to learn Gaelic both in Scotland and internationally, and we would like to pay tribute to the dedicated volunteers for developing such a great course – ceud mìle taing dhuibh [= a hundred thousand thanks],” she said.
Colin Watkins, UK country manager at Duolingo, added: “As the Scottish Gaelic course grew in popularity, it was important for us to find the right partner to continue its development. The fit with Sabhal Mòr Ostaig, the National Centre for the Gaelic Language and Culture, is perfect.
“We’re confident the course will continue to go from strength to strength under the direction of Sabhal Mòr Ostaig, who are taking the original development team on board to work on the course.”
I believe my McLellan paternal grandfather, Alexander (1869 – 1935) had Gaelic as his first language.
Often, when I talk to Norwegians, they are not concerned about a climate breakdown. They are looking forward to a warmer climate. Unfortunately, the expected heat will not be distributed equally, and Norway – dependent on the Gulf Stream for its relatively warm climate, may find that winters become colder, rather than hotter, as Greenland loses its ice sheet that in large part propels the global conveyor belt of ocean currents.
This post republishes a diagram showing recent increases in temperature and CO2, along with a letter from (more than) 1 447 scientists about their climate concerns.
Dear Reader,
We are a large and diverse group of scientists and academics writing to you from every continent. First, we were concerned. Then, we were alarmed. Now, we are terrified. World leaders have known about the dangers of the climate crisis for decades, but they are not acting accordingly. It is still possible to turn the tide – but we need you.
None of the climate disasters unfolding before our eyes were inevitable. In 1992, virtually all countries promised to avoid “dangerous anthropogenic interference with the climate system”. 27 global UN climate conferences (known as Conferences of the Parties, or COPs) later, carbon emissions are 60% higher than they were in 1992. Our political leaders are catastrophically failing us.
No country is taking action in line with a 1.5°C pathway, the temperature limit aspired to in the Paris Agreement. Some of the world’s richest and highest-emitting countries continue to approve new oil and gas fields, to subsidise fossil fuels with trillions of dollars every year, and to engage in destructive agricultural practices. Rich countries, which have contributed most to the climate crisis, pretend they have decades left to decarbonize, while poor countries bear the brunt of impacts without adequate compensation or help. Those who demand justice and accountability are increasingly being persecuted.
Continuing on this path will mean untold suffering. Large parts of our planet will become uninhabitable, creating hundreds of millions of refugees, unprecedented famines, and severe political conflicts.
We do not have to surrender to this future. But the window of opportunity to secure an alternative, livable future is rapidly closing. The task is enormous: the IPCC notes that “targeting a climate resilient, sustainable world involves fundamental changes to how society functions, including changes to underlying values, worldviews, ideologies, social structures, political and economic systems, and power relationships.”
These deep, structural changes can improve our quality of life. We have the prospect of less polluted environments, healthier food, and more time for the things that matter. Resources can be better distributed – both within countries and internationally – rather than accumulated by the few at the expense of the many.
The solutions are available. What is preventing adequate action is vested interests and entrenched power – institutions, corporations, and wealthy individuals who benefit from the destructive status quo. We need to rapidly phase out fossil fuels, yet COP28 is being chaired by the CEO of an oil company, illustrating the profound influence of this entrenched power.
Overcoming these vested interests requires a large-scale mobilisation of society. It has happened before: without strong social movements, there would be no civil rights, no women’s right to vote, no weekends, no holidays, nor much of the welfare that considerable parts of the world enjoy today. And it can happen again: citizens in the Netherlands recently forced their government to plan a phase-out of fossil fuel subsidies, while people in Ecuador prevented oil extraction in the Amazonian Yasuni National Park.
But we need you. Wherever you are, become a climate advocate or activist. Join or start groups pushing for policies that help secure a better future. Contact groups that are active where you are, find out when they meet and attend their meetings. Find out what kind of engagement suits you best and talk to friends, family, and colleagues to spread the word. If we are to create a livable future, climate action must move from being something that others do to something that we all do.
As scientists and academics, we believe it is now necessary to step up and engage in collective climate action. Like thousands of people around the world, many of us have been advocating and protesting for a better world in a variety of ways, including peaceful civil disobedience.
WindCORES is best described as a project, founded in 2018 and based in Germany, that operates data centres inside two wind turbines, making them almost completely carbon neutral. This means that previously unused space becomes usable, even valuable. These data centres are powered by the same wind turbines, while fiber optic cables provide internet connectivity.
The concept began about 2013, when WestfalenWIND realized the electricity grid was too weak to handle the electrical power being produced by its wind turbines during peak wind hours. This meant that power from windfarms was switched off due to grid security issues. WindCORES estimated that this unproduced/ undistributed electricity could power one-third of all German data centers
Wind power that never enters the grid is fed to servers located inside formerly empty, large concrete wind turbine towers. Each tower is typically 13 meters in diameter, and could potentially hold servers throughout most of their 150 meters height. On average 85-92% of the power needed to sustain such a data center comes directly from the host turbine. When there is no wind, electricity is obtained from other renewable sources, including solar farms and hydroelectric power plants, via the electricity grid. It is claimed that a typical German data center releases 430 grams of CO2 per kilowatt hour. WindCORES servers will release 10 grams.
Currently, windCORES has a fully operational data centre in a wind turbine in Paderborn, a city in eastern North Rhine-Westphalia, Germany. Initially, For IT, WestfalenWind IT and Green IT installed four fire-resistant IT safety cabinets, housing 62U server racks, with Fujitsu’s Primergy servers and Eternus storage units.
It has about 150 customers of varying size, co-located in the towers offering cloud solutions. Zattoo, is one of these. It is a carbon-neutral Swiss TV streaming platform with several million monthly. Zattoo joined windCORES in 2020, when it moved one of its six data centers into a wind turbine, 218 channels are encoded with windCORES . By the end of 2024, Zatoo plans to relocate more existing servers to the wind farm, making it Zattoo’s main data center location.
WindCORES has recently opened a larger, second location called WindCORES II at Windpark Huser Klee, a 50.85 MW onshore wind power project, also located in North Rhine-Westphalia, but at Lichtenau. The windfarm was commissioned in 2015. The data centre was built for BMW, occupying three levels (20 meters) of space.
Reflection
Some µs after I had typed in the title of this weblog post, I wondered if it should be changed to A in B. After all, the local bus company is called AtB, which in the local trøndersk dialect means A to B. Yes, this dialect specializes in shortening words, so they are barely understandable, even to other Norwegians. While A and B refer to random locations/ stops in the bus network, A refers to any type of product that can be made or stored in a container B, in the original example. More specifically, my reasoning was that readers could be asked to reflect on: What can be housed in a wind turbine mast? or, possibly: Where can data centres be located? In the end, I decided to take the easiest action and do nothing.
There is no reason why other companies in other places in the world could not open data centres in existing wind turbines, even in Trøndelag.
The Plustek 8200 SE slide scanner kit. Image: Plustek
I am related to a historian, who is enthusiastic about transportation, especially trains and aircraft. Many years ago, he approached an octogenarian about borrowing some slides and other documentation, of transportation infrastructure from the 1950s. This person informed the historian that he had thrown out his slides, because he knew they were worthless, but had kept the slide frames, because he knew that they would be valuable. This event probably took place about 2010.
At the time, we had just purchased a slide scanner and had copied some of our 4 000 slides, taken over a period of about 30 years. This may not seem like a lot of photos, but in these ancient times, one had to pay for rolls of film, as well as for the development, not to mention the frames. Fortunately, those days are past. Today, even old phogies constantly use a hand-held device that functions not only as a camera, but as an audio and video recorder. The world moves forward, sweeping the older population along with it.
Just to make sure everyone is on the same page, the purpose of a slide scanner is to transform analogue format images, typically preserved on 35 mm slides, less often film negatives, into digital images. The pixel quality of a slide generally exceeds that of images taken with a contemporary smartphone.
Our first slide scanner, a Jobo SnapScan 9000, was able to scan analog 35mm slides and store the digital content on a SD card in the form of a 9 megapixel image. The manufacturer would have us believe that this resolution was sufficient, and that the scanning process was both Quick & Easy. It wasn’t. Because the scanner operated independently of a computer, users were forced to preview scanned image on an insufficiently small LCD screen. The entire process was a nightmare, that required the user to follow a complicated procedure. We found it necessary to have this written on paper.
This scanner is still available for purchase today, but if readers are contemplating the acquisition of a slide scanner, it is probably better to have one that connects directly to a computer. This will allow the scanned slide to be evaluated at a higher resolution. The images can be scanned as files in an appropriate image format, that can be saved in folders and subfolders that are organized as the user wants. This process is similar to how images are saved to a computer, when a smartphone is connected using a USB cable.
Thus on 2022-02-04, we acquired a new slide scanner, a Plustek OpticFilm 8200i SE, that can scan negatives and slides in about 113 seconds. Yes, you will need at least two minutes to process each slide, but to calculate time use, allow at least three minutes. That is, 20 slides in one hour. A project involving 4 000 slides will take 200 hours = probably many months.
The scanner has a built-in infrared channel to detect surface dust and scratches. This is very useful to remove defects without retouching images.
The resolution is 7200 x 7200 dpi (69 Megapixels) for 35mm negative film and mounted slides. Not all of this will be used because the image on slides is rectangular not square, 24 x 36 mm. The system allows for a 48-bit input, and a 24/48-bit output. In addition, there is up to 3.6 Dynamic Range Enhanced Multi-Exposure Function for improved image quality.
Software includes Plustek QuickScan and LaserSoft Imaging Silverfast SE Plus. Out of the box, these support Windows 7/ 8/ 10/ 11 (64-bit). Mac OS 10.7 ~ 14.x usesr can download drivers from the Plustek website. Linux users would find it better to install a dual boot system with Windows, or borrow a Windows computer.
This software provides multi-format output options: JPG, TIF, PCX and BMP. The SilverFast® SE Plus 8 software helps the cleaning and detailing of the scanned images. The machine was made in Taiwan.
Once slides have been converted, they can be manipulated digitally, just like any other digital image. Red eye issues, and other imperfections in the original image, can be corrected. One can crop them, make collages or introduce other fake elements, if that is desired. Different versions can be constructed for different purposes. Colour filters are often useful, to create monochrome or brightened variants. Enthusiastic users can undoubtedly find artificial intelligence (AI) options to fulfill their desires, but this will have to be done with software that is not part of the Plustek system.
While the slides themselves may be regarded as a backup, physical slides degrade over time. Digital files don’t, but have other issues. The use of a network attached storage (NAS) server, has been discussed previously. Regardless of whether a person uses that approach, or arranges backup in other ways, the 3-2-1 rule still applies: Keep at least three (3) copies, store two (2) backup copies on different machines/ types of storage media, with one (1) located off-site. If you have a good relationship with family or friends, offer to store a copy of their photos (and other important documents) while they store yours.
While some scanner manufacturers claim to automatically upload files to cloud-based storage services, this is not necessarily appropriate, for one never knows how they will be used, or how many others will be able to access them. If a cloud service is to be used, it should only be trusted with encrypted files.
Another benefit of scanning slides, is that it eliminates the need for yet another device – the slide projector. These can be difficult to find, and the situation will only get worse.
A slide scanner is not just useful for slides, it can be used to digitize negatives. These will be processed to reverse colours so that the result appears as if they were slides. As fewer and fewer people actually use photographic film, it is becoming increasingly more difficult (and expensive) to have images printed from negatives.
Beyond the Slide
A slide scanner will not help anyone wanting to preserve printed photos. For this the device to choose is a flatbed scanner. For most households, the quantity of photographs is so small that there is no need to invest in a more expensive sheet-fed scanner. These are also notorious for damaging photos when they are inserted into the device. Models with dust and scratch removal capabilities, only remove these defects from the digitized images, not from the originals.
Some flatbed scanners come with a film attachment, which allows slides and negatives to be scanned.
The scan area of a flatbed scanner is typically letter size = 8.5 x 11 inches = 216 mm x 279 mm used in North America or A4 = 210 x 297 mm = 8.27 x 11.69 inches, used in the rest of the world. There are also A3 = 297 x 420 mm scanners, and larger units but these are disproportionately much more expensive.
Images should be set against the top and one side edges of the flatbed. Glass should be cleaned to remove dust, and prevent damage to the original photo/ slide/ negative. Images should be scanned individually. Image quality, especially in terms of its relative lightness or darkness can be examined using the histogram feature on the scanner preview screen. A scanner is just a camera, by another name. An 8-bit mode image gives 256 discrete brightness levels between absolute black (0) and absolute white (255). Traditional (but now antiquated) light meters used with 35 mm, and other cameras, typically measured 18% gray, the mid-point between black and white = 128. This encouraged photographers to expose at the mid-point, to take advantage of the camera’s dynamic range. More extreme exposure, will limit the device in its ability to record the image.
The histogram, a prominent tool for photography and digital image processing, is a graph that displays brightness levels from the darkest to the lightest, arrayed across the bottom from left (darkest) to right (lightest). The vertical axis (height) shows the relative proportion of the image that can be found at any particular lightness level.
Scanners (and many cameras) have a range of about 5 f-stops, where each f-stop is a doubling or halving of the amount of light hitting the sensor. Some photographers eliminate the top and bottom three values, then divide the remainder into five zones 50 levels wide, that they label very dark/ dark/ medium/ light/ very light. This accounts for 3 + 5 x 50 + 3 = 256 levels. In contrast, the human eye, is capable of discerning the world in about 10 f-stops of light.
Archival copies of images should be saved in PNG = Portable Network Graphics format. Wikipedia lists the following reasons for using this format: portability, with software and hardware platform independence; completeness, allowing truecolor, indexed-color, and greyscale images; an ability to code and decode in series; progressive presentation, that allows for an initially image approximation of the entire image that is progressively enhanced; transmission error detection; losslessness, all information is preserved; efficiency; efficient and consistent compression; easy implementation; interchangeability, with any PNG decoder capable of reading all PNG data streams; flexibility, allowing future extensions and private additions without affecting the previous point; and, freedom from legal restrictions, the algorithms used are free and accessible.
Log images as they are digitized, and develop an appropriate filing system. This can save time, used with unnecessary re-scanning. Scan everything and keep it. Digital storage space is cheap. The Backup 3-2-1 rule states: Make 3 copies of everything you care about. Use 2 different storage formats. Keep 1 copy off-site.
It should be noted that many Apple and Adobe products deliberately make working with PNG difficult. Resulting files are larger than necessary, because these companies have a vested interest in other formats, such as TIFF = Tiled Image File Format.
A New Computer
Some people like to make their life complex. There was a time when one could say that there were two types of people: those who use Apple products, and those who use Windows. This was obviously before Android and Chromebook. Having a Commodore Amiga as a first computer in the mid 1980s, has made dualism a non issue. We have owned Apple products, including iPhones and Macbooks. We have used Windows machines at work and privately. We have owned a Chromebook. Yet, Linux is our go-to operating system.
Unfortunately, Linux does not work effectively with a Plustek OpticFilm 8200i SE, or its SilverFast SE 8 software. One approach for Linux users is to transform an older machines into a dedicated Windows machine, but with Winaero Tweaker installed, to make it livable. Advice to others: If Windows 7 or an even earlier version is to be used, keep it offline.
What to do after scanning
A person with a slide scanner, and experience in copying their own slides, is a person with a valuable resource, especially for older people who have not made an effective transition from analogue to digital. Volunteering to help others, can begin by letting others know you have equipment and skills available.
Once slides have been digitized, more work can be done if the resulting images are considered digital assets. This topic will be taken up in a future post, partially written but with an unscheduled publication date, titled Digital Asset Management. Part of this post will also deal in greater detail with volunteering, helping others to digitize their slides, and helping people to share them.
This post has had a long development. It was originally written 2021-05-30, but modified 2022-04-15 when new content was added. It was updated once again, starting on 2023-11-09.
Sometimes a single letter changes the meaning of a word. A quadracycle (with an a in the middle) describes a small, human-powered, four wheel vehicle. In contrast, a quadricycle (with an i in the middle) is a small, motorized four wheel vehicle. This word with an i is the topic of this weblog post. A quadricycle was officially defined by the European Union in 1992, and refined and divided into two official types, in 2006: Light = L6e whose unladen mass < = 425 kg, not including the mass of the batteries in case of electric vehicles, with a maximum design speed < = 45 km/h, and a maximum power < = 6 kW; and, Heavy = L7e whose unladen mass excluding batteries < = 450 kg for passenger vehicles or < = 600 kg for freight vehicles, with a maximum design speed < = 90 km/h, and a maximum power < = 15 kW. Other rules also apply. In other parts of the world, especially North America, the term microcar is used instead of quadricycle.
The driving age limit for these vehicles varies with the jurisdiction. L6e can be driven in France by someone who is 14. In Finland the age limit is 15, but in general in Europe it is 16. For many secondary school students, a L6e quadricycle has replaced the bicycle, moped and/ or bus, for transport to school and leisure activities. For L7e vehicles, the general minimum age to drive is 18.
Yet, quadricycles can be dangerous. Locally, two girls (15 and 16 years old) were killed in Steinkjer 2023-07-13 when their L6e vehicle collided with a conventional passenger car at a hilltop with limited vision, on county road 6982.
Driving behind a quadricycle can be a frustrating experience. They are difficult to pass at the best of times on Norwegian roads. There are few places where they can pull in to allow other vehicles to pass, and some drivers of them have no intention of making it easier for others to pass them.
The name quadricycle is derived from Henry Ford’s (1863 – 1947) first vehicle design, the Quadricycle, made from 1896 – 1901. It ran on four bicycle wheels, with a mid-mounted engine using chains to drive the rear wheels. It had a maximum speed of 32 km/h. Various vehicles were handbuilt, until production of the model ceased.
Henry Ford sits in his first automobile, the Ford Quadricycle, in 1896. Photo: Newsweek
LUVLY
LUVLY, the company, was founded in 2015 in Stockholm, Sweden. Unfortunately, I have not been able to find out what they have been doing between then and now. Surely, it doesn’t take eight years to design a quadricycle L7e, even one with innovative design and production features?
The company’s electric vehicle (EV), is the LUVLY 0. It has been designed to be small and light, in two different ways. First, to reduce shipping costs and emissions, by shipping what amounts to a flatpack of 20 vehicles in a single container, ready to assemble in an assembly plant at various locations throughout the world, particularly in Europe. Second, in terms of the assembled vehicle. It is light because it lacks features that others would regard as fundamental. Think fenders or a rear window or a dashboard or air bags or charging technology.
Instead of providing a screen to provide information to drivers, LUVLY relies on the driver coming equipped with a smartphone, to be used with the LUVLY app.
According to press reports, The LUVLY O quadricycle will be launched in 2023, in Stockholm, Paris and Madrid. There aren’t many days left for that to happen! LUV stands for light urban vehicle. It is 2.7 m long, 1.5 m wide, and 1.4 m tall. It has a curb weight of 380 kg. Its 6.4 kWh battery pack, it has a maximum range of 100 km, which is adequate for most commuting, but not much else.
It has a top speed of 90 km/h. Currently, that speed is the maximum allowed on any of the roads we commonly take in Norway. Other places, including a future Trøndelag, when the E6 highway is modernize, allow 110 km/h.
It comes with two portable batteries that weigh 15 kg each, and plug into ordinary wall sockets for charging. They cannot be charged using conventional EV chargers. This may be fine at a workplace or house, but I wonder what happens if one runs low on electricity at a shopping mall?
Quadricycles are not subject to the same safety rules as conventional cars, including EVs. Thus, they are not required to be physically crash tested or to have airbags installed.
Euro NCAP’s first tests in 2014 on heavy (L7e) quadricycles showed major shortcomings in safety. The organisation called for more realistic requirements from the regulators and for quadricycle manufacturers to take more responsibility for the safety of their products. Quadricycles still lack basic safety features found on small cars. Legislators fail to challenge manufacturers to do more and give a false impression to consumers that these vehicles are fit for purpose. They are not.
The LUVLY O has been crash tested using computer simulations. Having studied computer simulation, I admire this approach. Unfortunately, crashing vehicles gives insights that simulations cannot match.
I am intrigued by LUVLY’s unconventional approaches to manufacturing. Flat panels and connectors are used to construct strong, three-dimensional sandwich composite structures resulting in a strong but light chassis.
Currently, LUVLY claims its approach to manufacturing is unique. It may be suitable to have a factory for manufacturing components in one location in the world, and numerous assembly facilities elsewhere, but this approach to production may not be cost effective. LUVLY admits there won’t be a large rollout immediately. I am skeptical that they will be able to transfer this technology to others.
Most vehicles have production runs that number in thousands of vehicles, as a minimum. Exceptions exist. It may be possible to produce limited editions of exotic vehicles, but producing limited editions of an ultra-basic quadricycle in not one of them.
LUVLY will probably never be major manufacturer of vehicles, but may end up as a minor producer. There is a market for niche products. There may be a market for minimalist commuter vehicles and delivery vans. I am not totally convinced that a sports car will be viable.
Vehicles have to be appropriate for the roadways on which they are used, as well as the people using them. At this moment, there is insufficient data to either confirm or deny the safety characteristics of a LUVLY 0. It could well be a suitable city car if used at low speeds, in some environments. It is more difficult to imagine its use in more rural environments, where it could meet large vehicles travelling at high speeds on convoluted roads. While younger drivers have quicker reactions than older drivers with more sluggish movements, I would not encourage anyone (young or old) to drive a LUVLY 0 or any other quadricycle, until adequate safety equipment is in place.
A Mobilize Duo, a quadricycle with three seats and an airbag, made by Renault, and available on a subscription basis.
The most popular EV among the members of my amateur radio group, is a Mitsubishi I-Miev. As a used vehicle it is cheap to buy and to run. More importantly, it has passenger car safety features, even if these are not top of the class. These are used almost exclusively as commuter vehicles. Another choice is the Renault Twizy, which has just stopped production 2023-09. It is a two-seater quadricycle that is equipped with an airbag. Its replacement, the Mobilize Duo quadricycle comes with three seats and an airbag. It can be configured as an L6e vehicle with a top speed of 45 km/h, or an L7e vehicle with a top speed of 80 km/h. This is made by Renault, but is only available on a subscription basis.
Note: Once again, I would like to thank Don Wong for bringing the LUVLY 0 to my attention. Thanks, Don!