I have owned and driven a Mazda 5 since 19 October 2012. That is over five years ago. I still don’t know where all of the controls are located. Worse: I don’t really want to know, or to waste more time learning about the car. The little I have learned these past years, is that there is nothing intuitive about the location of most controls.
I might consider buying a new EV, but the vast number of control mechanisms is disuading me. Here is a photograph of the interior of a Hyundai Kona. I will not even bother to guess what all the controls are for, but will only mention that the steering wheel has 17 control devices, in addition to its ability to steer the vehicle. There are control devices everywhere, and owners have no choice in their placement.
A 2017 Hyundai Kona with control devices everywhere. (Photo: Hyundai)
This situation arises because automotive manufacturers are failing to design cars that meet the real needs of their customers. In plain words, they are not meeting my needs! I have never actually had a conversation with living people where anyone has expressed a need for more controls.
Below, is a photograph showing the maximum level of controlling devices I want in a car. I personally refer to this as representing my personal maximum level of control sophistication.
1966 Volkswagen Typ 1 (Photo: West Coast Restorations)
The controls of a 1966 Volkswagen Typ 1 include: a speedometer and odometer, with warning lights for oil pressure and battery charging status (output exceeds input); an optional fuel gauge; two knobs in the centre of the dashboard where the one closest to the steering wheel is for lights, while the other is for windshield wipers and washer; the radio has two dials, one for selecting channel the other for volume, plus push-buttons with pre-selected channels. Not visible in the photograph is a red button that activates 4-way flashers, and the ignition, where a key can be inserted to turn on, start and turn off the engine. Non-control items on the dashboard include an ashtray and a glove box on the passenger side below a hand hold. However, the button on the glove box is a control device. On the steering wheel there is a horn (silver coloured) and turn signals. Below the dashboard on the left is a device for opening the trunk. You will also see the gearshift lever (4 speed transmission plus reverse), and the emergency brake. Not visible beside the emergency brake on the floor are heating controls. Visible on the floor there are three foot pedals for clutch, brake and accelerator, respectively. On the door is a window winder, the window above this is a “quarter window” that also has its own opening device. There is also a mechanism to open the door that is not in the photograph. This vehicle is identical to one I had between December 1966 and August 1971.
This does not mean that all proposed EVs are as messy as a Hyundai Kona. Honda has a much more austere approach.
One potential difficulty with this Honda, is that the large screen will encourage increasing the number of virtual controls. Instead of spreading over physical space, they will spread over the vehicles virtual space. One advantage of limiting people to a small screen, is that it will be difficult for designers to add additional controls. Instead, they will be forced to focus on the most important controls.
Is there hope? One potential area of hope is the elimination of visual controls altogether, and to replace these with voice control. The advantage is that the vehicle will be at the mercy of the user. Users who master a larger vocabulary of reserved words will be able to have greater control over vehicle minutiae. Those without this mastery will be served defaults. It is a situation that could suit almost everyone.
This weblog post was updated 2021/12/21. to eliminate Weeds from the title. This post formed part of a Needs, Seeds and Weeds website that belonged to my daughter, Shelagh. In addition, other things are also out of date, or my opinions have changed. Apart from the title, updating the text to a block format and other minor formatting changes, the text above this paragraph remains as it was before. Any significant content changes are found below this paragraph.
When a workshop is being designed, one of the first questions that has to be asked (and answered) is, What type of raw material is being used? While there are a lot of general workshops that can handle an assortment of raw materials, one material may distinguish it above all else. Currently, my workshop is oriented to woodworking, with an emphasis on hardwoods and furniture. Hardwood is harder and slower to cut than softwoods. So, whenever I have evaluated woodworking tools, it is to ensure that they can work with hardwoods. In many cases, it means having more electric power. For example, while many table saws and chop saws can operate using 1 200 Watts, I have selected machines that have 2 000 Watts.
The second question that has to be asked has to do with maximum dimensions. Many woodworking machines are designed for use on construction sites. In Scandinavia (not to mention USA and Canada) this means that they will be used with softwoods. The maximum sized board that has to be handled is typically 4 800 mm long, with a width of 300 mm and a thickness of 50 mm. Of course they also have to be able to handle a wide variety of sheet goods. these will typically have dimensions of 1 220 mm in width, by up to 3 000 mm in length. Thicknesses over 30 mm are extremely rare.
A furniture oriented workshop has to focus on other dimensions than those found on construction sites, although sheet goods are similar to those described above. With respect to lumber, there can be a need to work with thicker materials. At the Unit One workshop, the maximum design thickness is 75 mm. The maximum width is 300 mm and the maximum length is 2 400 mm. It should also be mentioned that boards up to 6 000 mm can be “chopped” into shorter lengths without problems. Beyond this, some doors may have to be opened. It is also possible to handle widths up to 600 mm. First position a board accurately at the chop saw using end stops. Make the first cut, flip the material, reposition, then make the second cut.
All of the woodworking equipment has been purchased with these dimensions in mind. This, in part, is why it has been so difficult to buy a chop saw, a sliding compound mitre saw, that can handle materials 300 mm in width, and 75 mm in thickness. Many chop saws are not suitable. It should also be noted, that I wanted to keep the commonality of blade size with the table saw. This meant 254mm x 30 mm. For several weeks I have tried to purchase a Scheppach HM 100 LXU. While the Scheppach is slightly over-dimensioned in terms of cutting width, it only just meets the workshop standard in terms of cutting depth. The reverse is true of the Ryobi EMS 254 L. With the workshop standard firmly in mind, I was able to substitute the Ryobi machine for the Scheppach without technical difficulty. Living with Ryobi green (or is it yellow?) instead of Scheppach blue may be another matter.
With table saws, the critical dimension is depth of cut. The Scheppach HS 105 table saw is adequately powered (2 000 Watts) and is able to cut material up to 80 mm in thickness. With planers, it is the width of material that is critical. The Meec 250-025 planer is also adequately powered (2 000 Watts) and is able to plane materials up to 330 mm wide. Combination jointer planers are often sold. The jointer on top is unnecessarily wide, while the thickness planer underneath is too narrow. My jointer needs will be met with a self-built spindle moulder capable of using a router bit 80 mm in height. This exceeds the workshop thickness standard.
One exception to the material rules of 75 x 300 x 2 400 mm maximum dimensions, has to do with lathes. Here, the maximum size is 300 mm in diameter, with a length of 1 000 mm. No lathe has been purchased yet, and this purchase will probably be delayed by up to four years because these will mainly be used in the production of dining room chairs.
This weblog post was updated 2021/12/21. to eliminate Needs from the title. This post formed part of a Needs, Seeds and Weeds website that belonged to my daughter, Shelagh. In addition, other things are also out of date, or my opinions have changed. Apart from the title, updating the text to a block format and other minor formatting changes, the text above this paragraph remains as it was before. Any significant content changes are found below this paragraph.
I am on table saw #2 at Cliff Cottage, a Bosch PTS-10 model, that works considerably better than its Scheppach predecessor. I have had even discussed replacing the Ryobi EMS 254 L mitre saw with something as simple as a Bosch PCM 800 S. Regardless of what happens, the Ryobi will not be allowed to exist as a functioning saw after the end of 2023.
For the past few weeks, I have been contemplating the purposes a residence can be put to. During this time, I have studiously avoided propaganda from real estate agents, and others with a vested interest in maximizing property values.
People who do the actual residing, the residents, populate these buildings. Household is probably the most generic and non-discriminatory term for a group of people living together, and occupying a residence. There can be single person households, as well as those consisting of couples, families with young children, families with older adults, and many others.
Residents are not always owners of the building where they reside. They may be renters, even squatters. Even owners are not always owners, as the building may be mortgaged, meaning that the nominal owner actually owns a small fraction of the value of a property, and may lose that investment if payments are not made. Even if payments are met, their may be ways for mortgage owners to gain control.
Yet, these terms all suggest something more is going on than just the provision of shelter. Undoubtedly, primordial needs dictate much of the content of a house: sleep, food consumption and personal hygiene.
Food has to be prepared and, depending on the culture, clothes may have to be made, repaired, or at least washed. A number of maintenance activities are also required. This may involve refurbishing the building, repairing or cleaning. Gardening may be required, indoors, outdoors or in a greenhouse. Subsistence agriculture, may not be an economically optimal use of time. Yet, houses have been and are used as a locus for this, and for other economic activity. If residents commute to work or school, vehicle maintenance, repair and cleaning may be regarded as a legitimate household activity.
Social needs will also be met, sometimes there may be social-sexual needs that results in children, who – after their birth – will have socialization needs. Beyond the social, individuals have other more reflective, and even spiritual needs that have to be addressed. While schools offer a better environment for socialization and education, there may be some forms of home schooling that supplement that provided by the state.
Many of these purposes to which a residential building is put depend on the noun used to describe that building. The term house is more natural for me to use generically, than any other, such as home, residence, dwelling or living quarters. It is a building in which people live, a habitat, although this simple fact may have to be modified to express situations where a building is shared with other groups of people, as is the case of an apartment building, or with other purposes, such as the traditional corner store, with a residence on the upper stories, with a store below.
It is time for a new persona to enter center stage, the infamous “We”. Life is complicated, and not all decisions are made at express speed, or on the most direct route. We, in terms of married life, is not a precise 50.000/50.000 relationship between two partners. Some days it may be 99/01 and others 01/99. If one of the partners is too dominant, then there is a great chance that “we” will soon replaced with “me and my ex”. In the discussion below, events sometimes reflect decisions and sometimes the absence (even dereliction) of decisions. There may be some prime mover spearheading a decision, or a more amiable, joint process.
While some activities remain the same throughout one’s life, others will change over time. For many, perhaps most, one will live in a sequence of houses. However, I am not a believer in a rapid transition of ownership, or serial ownership if it can be avoided. Personally, we have purchased precisely one house. I have no intentions of ever selling it, but will leave it to my children because this location was the focal point of their childhood.
My mother has throughout her life spoken warmly about her childhood home in Kelowna, and regretted it passing out of her family. Please note the change of noun. It reflects her usage. Yet, one wonders if she understands that other people might also have an affection for their childhood houses. When I speak with her about it, she seems to believe her childhood house and community was so special, that she cannot believe that other people, including her own children, could have similar feelings about their childhood houses.
I was given no opportunity to purchase my childhood house. The house where my wife and I currently live, and where our children grew up, belongs – at least in spirit – to our children, even if they do not formally own it yet. I never want them to regret that their childhood house has been sold.
What right does an individual have to be transported in an inefficient and heavy pod? This, and other strategic questions, are ignored in discussions about electric vehicles. Debate focuses on narrow tactical issues, rather than those of strategic importance.
Yes, vehicles are necessary, but not all vehicles are necessary. Electrification of vehicles is a necessary transition if the world is to avoid the calamity of global warming. Unfortunately, it is probably an insufficient measure. This means that very shortly one must come back to the initial question about individual rights.
Nations and Cities
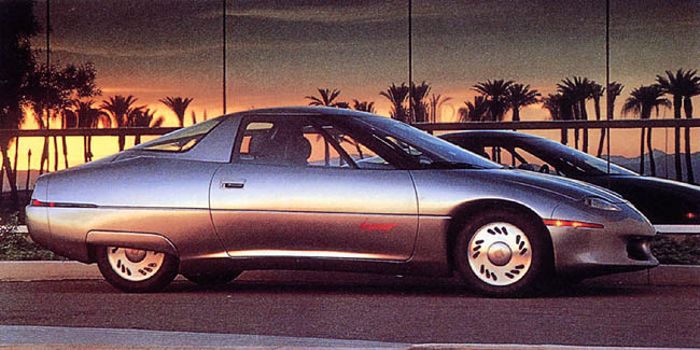
Much of the debate about electric vehicles has been left to vehicle manufacturers, who have a vested interest in the status quo. EV1 developed by General Motors was a pubic relations dream. Everything about the EV1 was orchestrated to show the impracticality of EVs, except for the fact that the consumers who used them loved them. In the end, GM used all means at its disposal to destroy all vestiges of the EV1. They didn’t succeed.
General Motors EV1 the iconic electric car loved by everyone except its maker who tried to exterminate every EV1 made, and largely succeeded.
While vehicle manufacturers have their own particular strategies, these will have to be harmonized with those of nations and cities where EVs will be operated. California requires manufacturers to sell EVs in order for them to be allowed to sell environmentally dangerous vehicles. They do so at a loss. Both Norway and the Netherlands have stated that they will not allow the sale of new fossil fuel vehicles after 2025 and 2030, respectively. Many other nations are talking about 2040. The Paris Accord may force these and other nations to react before then.
Consumers
It would be easy to be a vehicle manufacturer, if one could ignore customer needs and desires. Unfortunately, vehicles still have to be sold. This means that consumers are concerned with such matters as net acquisition costs, that is the cost of a vehicle after any government subsidies have been taken into consideration, and operating costs, especially the price differential between gasoline or diesel and electricity.
This said, a mid 21st century consumer may not be a private individual. It may be a ride-share company or other consortium of investors. The riders in that vehicle may not just consist of a vehicle owner and her immediate family.
Types of vehicles
With a little good will, there are six types of motive power in use. ICEV = internal combustion engine vehicles, found in two variants, gasoline and diesel. In addition, there are: HEV = hybrid electric vehicles, PHEV = plug-in hybrid electric vehicles, BEV = battery electric vehicles, and FCV = fuel cell vehicles.
Unfortunately, there is no reason why any of these variants should exist in 2040. WPTEV = wireless power transfer electric vehicles, are the future, especially if they are equipped with auxiliary batteries for “last kilometer” use, and as a safeguard against grid disruptions. In the future, the term hybrid may designate a WPTEV equipped with a battery.
Market segment
The European Union has divided the automotive market into nine segments, referred to by as single letter. These are (with 2011’s market share followed by 2015’s in parenthesis, to closest tenth of a percent) – A: mini cars (8.7/8.8); B: small cars (26/22); C: medium cars (23/20.6); D: large cars (11/9); E: executive cars (3/2.7); F: luxury cars (0.3/0.3);J: sport utility cars (including off-road vehicles) (13/22.5); M: Multi purpose cars (13/10.5); and, S: Sports cars (1/0.7). This leaves (1/2.8) not reported. While other segments show some change, SUVs have almost doubled in quantity. This trend was not noticed in Norway, perhaps because SUVs have already been overrepresented. Further information is found here.
While some electric vehicles target luxury segments, many are for the 99%, segments especially A to C. Low-speed neighbourhood vehicles are largely electric. A large number highway speed A-segment vehicles are found, including the Fiat 500e, VW e-Up and Smart ED. Only a few B-segment vehicles, such as the Renault Zöe, are battery electric. Choice is further restricted in the C-segment, which is dominated by the Nissan Leaf. The Tesla Model S is in either E or F. J-segment SUVs, such as the Hyundai Kona, are just coming onto the market. The Workhorse W-15 pickup prototype, indicates that electric vehicles may soon enter this market segment.
Manufacturing strategy
Automotive manufacturers tend to concentrate on what they perceive to be their core competencies. They insource everything from electrical components to car interiors from specialist manufacturers, such as Bosch (electrics) and Faurecia (interiors).
Strategic decisions have to be made regarding manufacturing platforms, as well as product design
Platforms
There are two approaches to platforms to produce electric vehicles. Either one can produce battery electric vehicles on existing platforms, or design a completely new platform for electric vehicles.
Product design
There are, similarly, two approaches to electric vehicle product design. Either one can adapt battery electric vehicles to existing ICE designs, or design a completely new product. While an adapted battery electric vehicle could be produced on either type of platform, a new electric vehicle design would almost certainly require the use of a new electric vehicle platform.
Case study # 1 – Fiat-Chrysler
Fiat-Chrysler CEO Sergio Marchionne is an EV skeptic. In November 2009, he disbanded Chrysler’s electric vehicle engineering team and dropped sales targets for battery-powered cars, that had been set as it was approaching bankruptcy and needing government aid. Its electric car program had been part of the case for a USD 12.5 billion federal aid package.
As late as August 2009, Chrysler took $70 million in grants from the U.S. Department of Energy to develop a test fleet of 220 hybrid pickup trucks and minivans. Chrysler’s previous owner, Cerberus Capital Management, had set up a special division in 2007 called “Envi” as in, environment, to develop hybrid technology.
Chrysler announced in September 2008, that it was developing three electric vehicles and would sell the first of the models by 2010. In January 2009, at the Detroit Auto Show, Chrysler pledging to have 500,000 battery-powered vehicles on the road by 2013, including sports cars and trucks. By November 2009, Chrysler’s five-year strategy made no mention of electric cars. It was the only one of the six top-selling automakers without a hybrid offering.
In May 2012, Marchionne urged people not to buy Fiat 500 EVs because the company loses about USD 10 000 on every sale.
A 1957 Fiat 500 and a 2014 Fiat 500e
What actually concerns Marchionne is a fear that increased use of electric powertrains will lead to car manufacturers losing control to vehicle components suppliers. Yet, his head-burying approach will lead precisely to that outcome.
Case study # 2 – Volkswagen
Currently, Volkswagen uses MQB, Modularer Querbaukasten, translated as “Modular Transversal Toolkit” or “Modular Transverse Matrix”. It launched in 2012 for all VW Group brands, including Volkswagen, Seat, Audi and Škoda. It covers the A0 segment to the C segment. It is flexible in terms of powertrains and vehicle’s chassis. Larger vehicles use MLB, which stands for Modularer Längsbaukasten, translated as “Modular Longitudinal Matrix”. This was officially launched in 2012, but has its origins in 2007, with the Audi A5.
MQB and MLB are not platforms, but production systems for transverse and longitudinal engine vehicles, respectively, regardless of production platform, model, vehicle size or brand. There is a core “matrix” of components. A frequently cited example is their common engine-mounting core for all drivelines (e.g., gasoline, diesel, natural gas, hybrid and battery electric) of the specific approach (transverse or longitudinal). In each system, the pedal box, firewall, front wheel placement and windscreen angle are fixed. Otherwise vehicles can be shaped to fit any body style and size range. Results from this approach include reduced vehicle weights (which reduces vehicle operating costs) and allows different models to be manufactured at the same plant, reducing production costs.
The only problem with MQB and MLB is that they were eclipsed by Dieselgate, the Volkswagen emissions scandal, revealed in September 2015. The challenge is that while catalytic converter technology has been effective since the early 1980s at reducing nitrogen oxide in gasoline engine exhaust, it does not work well for diesel exhaust because of the relatively higher proportion of oxygen in the exhaust mix.
In 2005, there was disagreement at Volkswagen regarding the use of Mercedes-Benz BlueTec technology. If they had opted for this, there would have been no scandal. Instead, starting in the 2008, Volkswagen began using a common-rail fuel injection system that failed to combine good fuel economy with compliant NOx emissions. Already about 2006, Volkswagen programmed the Engine Control Unit to switch from good fuel economy and high NOx emissions to a low-emission compliant mode when it detected an emissions test. This made it into a defeat device.
Dieselgate forced Volkswagen to re-think its options. It lied and deceived consumers as well as environmental authorities. In order to claw back its reputation, Volkswagen decided to position itself as a leading battery electric vehicle manufacturer, but without a significant number of battery electric models to offer the public. In this new world, the driveline approach of MQB and MLB became obsolete.
Welcome Modularer Elektrifizierungsbaukasten (MEB). In terms of vehicle size this approximates that of the MQB, but is is restricted to electric vehicles. The MEB is optimizing axles, drive units, wheelbases and weight ratios for battery electric vehicles. It is focusing on the design and position of high-voltage drive batteries. battery. Its flat placement on the vehicle floor free up interior space. Other changes allow the dashboard to be more compact, the position of the centre console to vary, and provide space occupants in an autonomous vehicle to work or enjoy leisure.
Volkswagen has released a time frame for five EMB vehicles. The first will be the 125kW, 500km ID Hatchback shown at the Paris Motor Show in 2016. It could/should be available in 2019. Europe will be the priority market for this model. At the far end of the spectrum with a 2022 debut, is the ID Buzz. This has been a long journey for Volkswagen, which has been teasing the public with such a vehicle since 2001, when it presented a Microbus concept vehicle. The ID. Buzz was first shown at the North American International Motor Show, in Detroit, in 2017. It has potential markets throughout the world. The Buzz may also play a significant role in Volkswagen’s upcoming Uber rival, MOIA, launched in December 2016.
Volkswagen’s ID. vehicles based on MEB: Buzz, Hatchback, and Crozz (left to right)
MOIA was set up to redefine urban mobility. With offices in Berlin, Hamburg and Helsinki it aims to become a leading mobility service providers by 2025, including on-demand ridehailing and ridepooling services. It is investing in digital startups and collaborating with cities and established transport providers
Between these two vehicles, three other vehicles will be released. The next vehicle will be the ID Crozz crossover coupe. At 225 kW, it is more powerful, but will retain the same 500 km driving distance on a single charge. It will be available in Europe and China. The ID. Crozz was first shown at Shanghai Auto Show, in 2017. Perhaps the most important feature of the concept vehicle were the four roof-mounted laser scanners for autonomous driving mode, or in VW-speak, ID. Pilot mode.
After this come two additional vehicles with code names ID. Lounge and ID. AEROe. The Lounge could be a luxury car, possibly a promised Phaeton, whose second generation development was halted, then changed to an electric vehicle post Dieselgate. The AEROe could be a sporty four-door coupe.
In contrast to Fiat Chrysler, Volkswagen is focused on controlling its electric future.
This weblog post was updated 2021/12/21. to eliminate Seeds from the title. This post formed part of a Needs, Seeds and Weeds website that belonged to my daughter, Shelagh. In addition, other things are also out of date, or my opinions have changed. Apart from the title, updating the text to a block format and other minor formatting changes, the text above this paragraph remains as it was before. Any significant content changes are found below this paragraph.
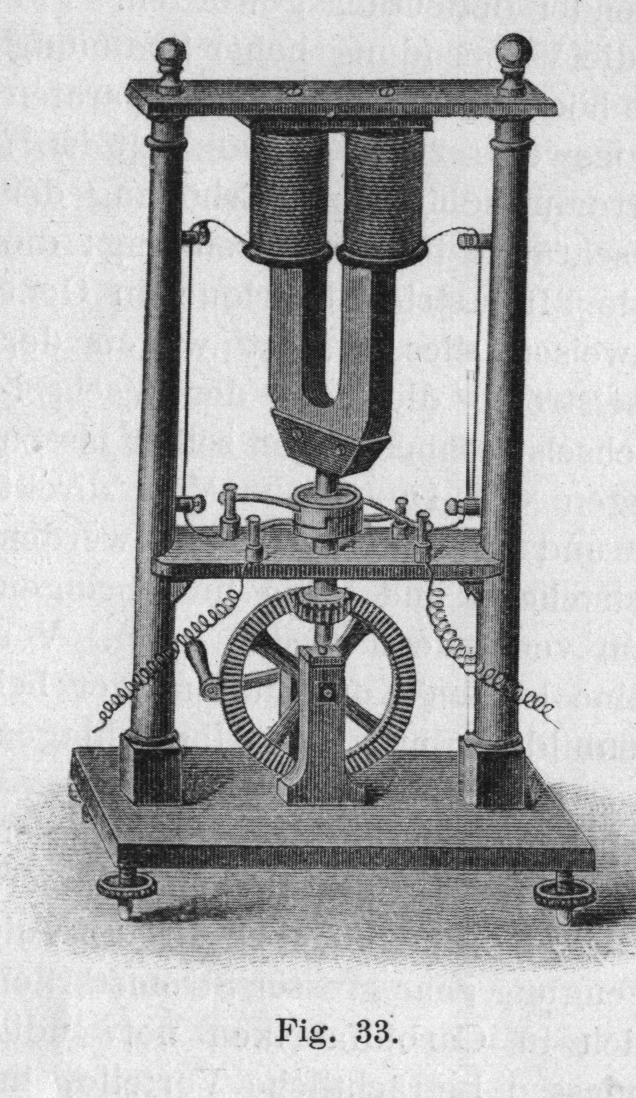
In a quest to find inventor heros, Nicola Tesla (1856 – 1943) is frequently attributed as the inventor of alternating current (AC). Unfortunately, the world is a messy place, and a long list of contributors to the development of AC needs to be acknowledged. In 1831, Michael Faraday (1791 – 1867) devised a machine that generated electricity from rotary motion. This was made into a machine by Hippolyte Pixii (1808 – 1835) in 1832. Independently of this, Joseph Henry (1797 – 1878) devised the same thing in the United States.
Pixii’s AC generator (Illustration: F. Niethammer 1906 Ein- und Mehrphasen-Wechselstrom-Erzeuger)
ZBD from the names of Károly Zipernowsky (1854 – 1942), Ottó Bláthy (1860 – 1939) and Miksa Déri (1854 – 1938) invented a highly efficient transformer in 1885. Transformers are important because they allow different voltages to co-exist on a network. High-voltages reduce transmission losses when transferring energy over long distances. Low-voltages offer safer environments in domestic, commercial and industrial settings.
Tesla did play a role in AC development, but is usually remembered for the invention of an AC motor, rather than anything to do with transformers or generators. The challenge at the end of the 19th century and the beginning of the 20th, was to develop a safe, convenient electrical system that could be commoditized.
Perhaps one should go further back in time, with William Gilbert’s (1544 – 1603) experiments on the relationship between static electricity and magnetism, recorded in De Magnete (1600). Benjamin Franklin (1706 – 1790), is famous for his kite in lightning experiment of 1752. Alessandro Volta (1745 – 1827) is credited as the inventor of the first electrical battery, the Voltaic pile in 1799. Even if one regards Faraday’s thought experiment as the starting point, it took almost 50 years for the technology to reach a commercially viable stage. In 1878 the time was ripe. Joseph Swan (1828 – 1914), Thomas Edison (1847 – 1931) and perhaps as many as fourteen others developed domestic light bulbs. which led to the first commercial power plant in 1881.
As AC systems rapidly expanded in the United States, at the expense of DC systems, a media war of the currents emerged in the late 1880s and early 1890s. Many see it as a propaganda campaign by the (DC oriented) Edison Electric Light Company to stifle commercial competition by raising electrical safety issues that put its rival, (AC oriented) Westinghouse Electric Company, in a bad light.
Unfortunately, one of the main challenges with DC, is its inability to transform to lower or (especially) higher voltages, which was needed for the economic transmission of power over long distances. DC power conversion is not a hurdle today, and HVDC (high-voltage, direct current) systems always includes at least one rectifier (converting AC to DC) and one inverter (converting DC to AC). HVDC systems can be less expensive to construct, and offer lower electrical losses compared to equivalent AC systems. HVDC is especially allows transmission between unsynchronized AC transmission systems. ABB entered into a contract in China in 2016 to construct an ultra-high-voltage direct-current (UHVDC) line featuring 1.1 MV voltage, 3,000 km transmission length and 12 GW of power, which, when completed, would set world records for highest voltage, longest distance and largest transmission capacity.
There is a lot of uncertainty about reason having any role in the selection of an AC frequency. Since the main purpose of electricity was to provide lighting, the only consideration was to prevent flicker. Thus, a multitude of frequencies emerged, in the period 1880 through 1900. Single-phase AC was common and typical generators were 8-pole machines operating at 2000 RPM, a common frequency was 133 Hz.
At the other extreme 16.7 Hz is used in AC railway electrification system in Germany, Austria, Switzerland, Sweden and Norway. The low frequency was chosen to reduce energy losses from early 20th century traction motors. The high voltage (15 kV) enables high power transmission. The preferred standard frequency for new railway electrifications is 50 Hz with an evening higher voltage (25 kV). Yet, extensions to existing networks, often use 15 kV, 16.7 Hz electrification. High conversion costs mean that older systems keep their voltage and frequency, despite potential on-board step-down transformer weight reductions to one third that used on the older system.
Preferred Numbers
In 1877, Charles Renard (1847 – 1905) proposed a set of preferred numbers, later adopted as international standard ISO 3 in 1952. This system divides the interval from 1 to 10 into 5, 10, 20, or 40 steps, leading to the R5, R10, R20 and R40 scales, respectively. For some, the R5 series provides a too fine graduation. Often a 1, 2, 5 series is used, a R3 series rounded to one significant digit, a pseudo preferred number.
Myth has it, that when AEG built their European generating facility, its engineers decided to fix the frequency at 50 Hz, because the number 60 wasn’t a “R3” preferred number. This standard spread to the rest of the continent, including Britain after World War II.
Lower frequencies have a number of negative characteristics. Not only is 50 Hz 20% less effective in generation, it is 10-15% less efficient in transmission, and requires up to 30% larger windings and magnetic core materials in transformer construction. Electric motors are much less efficient at the lower frequency, and must also be made more robust to handle the electrical losses and the extra heat generated. But there are advantages too, such as lower impedance losses.
Yet, there are enlightened countries with the insight to follow Tesla’s advice and use the 60 Hz frequency together with a voltage of 220-240 V: Antigua, Guyana, the Leeward Islands, Peru, the Philippines and South Korea.
Originally Europe was 110 V too, just like Japan and North America today. Voltages increased to get more power with less voltage drop (power loss) from the same copper wire diameter. At the time the US also wanted to change but because of the cost involved to replace all electric appliances, they decided not to. At the time (50s-60s) the average US household already had a fridge, a washing-machine, etc., but this was not the situation in Europe.
The end result is that now, the US seems static. It appears to be the same now as it was in the 1950s and 1960s. It still has to cope with transformer related problems, such as light bulbs that burn out rather quickly when they are close to the transformer (too high a voltage), or too far away, with insufficient voltage at the end of the line (105 to 127 volt spread !).
Most new North American buildings provides a 240 volt residential service in the form of two 120 volt conductors and a neutral conductor. When a load is applied from either 120 volt conductor to the neutral it uses 120 volts. When a load is applied from one 120 volt conductor to the other, without using the neutral, 240 volts is used, which is useful for air conditioners, clothes dryers, electric furnaces, stoves, water heaters and others high power appliances.
There is some confusion about North American voltages. It is 120 V, not 110 V. This was increased starting in the 1950s. The historic reason for 110 V was due to Thomas Edison’s DC power systems, which probably used 110 V because that was the optimal voltage for his light bulbs. These systems converted to AC, but the voltage wasn’t changed so existing lighting didn’t need to be replaced.
North Americans could get a better system than Europeans, with no infrastructure changes, except inside buildings. Since houses get 240 V delivered, wall outlets could be supplied this too, offering the lower current and higher power advantage of the European system.
In terms of safety, current (amperes) kills, not electrical potential (volts). Even so, 240 V is regarded as more dangerous than a 120 V system. To compensate Europeans use high quality insulation and wiring methods, that include Ground Fault Current Interruptor (GFCI) or Residual Current Device (RCD) in the breaker box to cut the supply instantaneously if any significant difference is detected between the currents flowing in the live (hot) and neutral wires. This saves lives.
This weblog post was updated 2021/12/21. to eliminate Seeds from the title. This post formed part of a Needs, Seeds and Weeds website that belonged to my daughter, Shelagh. In addition, other things are also out of date, or my opinions have changed. Apart from the title, updating the text to a block format and other minor formatting changes, the text above this paragraph remains as it was before. Birth and death dates have been added to many of the people named in the text. Any significant content changes are found below this paragraph.
Within a year we should have fiber broadband to the house. Today, 2018-01-24, we have to make a decision and sign papers ordering products.
Currently we have a «Bredbånd 5» ADSL subscription from Telenor. It offers 0.2 – 6 Mbit/s (down) and 0.1 – 0.6 Mbit/s (up). We pay NOK 358 per month for this. In addition, we pay NOK 196 per month for telephone, for a sum of NOK 554 per month.
Our new broadband supplier will be NTE. They want to supply us with «100% trønderfiber helt inn til husveggen» = 100% Trønder [an adjective referring to people and things from our county] fibre right to the walls of the house. This presents a conundrum, since the fiber is being sold under the brand name Altibox, which is being used by over 35 local Norwegian and 6 Danish FTTH (Fiber to the House) networks, and was originally set up far from Trøndelag county by Southwestern Norwegian multi-utility firm Lyse Energi in 2002 under the name Lyse Tele. It became Altibox in 2009. Since 2002, over 360 000 houses have been connected, the majority self-install (over 80 per cent).
At the top of the information sheet provided by NTE is their blurb about fremtidens tv-løsning = futuristic television solution. I didn’t even know that there was a future to television. Personally, I am very happy to decide what I want to watch, and when to watch it. So, we won’t be watching television, or buying any of the packages that cost NOK 1 099 or 1 599 per month, [providing storage, television options and standard 500 or extra 1 000 Mbit/s up and down, respectively.]
After having consulted with our children, we decided to buy the lowest speed product available: 50 Mbit/s up and down. Here is a breakdown of the costs, compared to the standard package. At a 30% income tax rate, NOK 6 588 per year after taxes is equivalent to earning NOK 9 411.
Product
50/50 Mbit/s Internet
Standard Package
Monthly cost
549
1099
Annual cost
6 588
13 188
Startup charge (NTE)
4 900
2 400
Connection charge (Inderøy)
12 500
12 500
First year costs
13 988
28 088
First year cost savings
4 100
Subsequent year costs
6 588
13 188
Subsequent year cost savings
6 600
This weblog post was updated 2021/12/21. to eliminate Needs from the title. This post formed part of a Needs, Seeds and Weeds website that belonged to my daughter, Shelagh. In addition, other things are also out of date, or my opinions have changed. Apart from the title, updating the text to a block format and other minor formatting changes, the text above this paragraph remains as it was before. Any significant content changes are found below this paragraph
At the time of this update, we were paying NOK 659 a month = 7 908 a year, for 80 Mbit/s up and down. A speed test was conducted to confirm this, which it did. This is no longer available as a new product, but continues to be provided to those who opted in at an earlier date. Broadband, without television, now provides 150 Mbit/s for NOK 719 per month, or 8 628 per year. So, today, we ordered this, which required a telephone call. About five minutes after the order was placed, a second speed test was conducted. This confirmed that the new up and down speeds were available. The price for the standard and extra packages deliver the same content (storage, television channels and broadband) as before, but now cost NOK 1 229 or 1 729 per month, respectively.
In my retirement, I am currently a denizen of an analogue world that that roughly approaches my teenage ideal. In that world, Plywood, marine plywood especially, was the material I preferred to shape. The preferred shape being that of a hard-chined sailboat. The radial arm saw was, unquestionably, the most exalted workshop tool. Yes, Roy Henderson had one that occupied a central position in his workshop. When I think carefully about it, that is where my idea of a line of tools, Machine Alley, has come from. He had few options, as an under-used recreation room occupied most of the basement. It was in the rec room that his son, Grant, spent his time, building and painting plastic model cars from kits.
A 1957 De Walt Radial Arm Saw, largely as I remember them, although I cannot recall any red sawblades. (Photo: https://vintagewoodshop.wordpress.com/1957-dewalt-10-radial-arm-saw-gw-i/ )
Roy’s shop was one of four that has influenced me. The second was a commercial workshop run by English immigrants building hard-chine, plywood hulled Enterprise sailboats from kits along the shores of Blind Bay, on Shuswap Lake, British Columbia. The third was the school workshop at Vincent Massey Junior High School, where I learned to use assorted woodworking tools, and found that mastering the jack plane was harder than mastering the band saw.
The fourth was the unloved workshop at my parents house in New Westminster. Its tools seemed to be from a previous century, and many probably were. They had belonged to my father’s Uncle, Thomas McGinley. He was the same uncle that had participated in the Klondike gold rush, but had otherwise worked as a carpenter. These tools were all rugged and heavy, designed for work on ship’s timbers or log cabins, rather than more delicate objects. I never saw my father use any of the tools. I’m not sure if it was from a lack of skills or a lack of interest. When my parents sold their house in 1972, these tools were disposed of.
These days I am more moderate in my opinions, but more excessive in my purchases. I am fortunate in being able to buy the tools I want. Yet, I hesitate to buy the best quality. I am buying the equivalent of Craftsman tools: Good, but not great. I don’t mind the challenges of working with imperfect tools. The fact that I may have to use extra time to adjust the table saw’s fence rather than have it snap into a precise position is a challenge with its own reward.
As I approach 70 years, I realize that the time I have to use analogue tools is limited. Yes, I am focusing on analogue woodworking tools. I am more comfortable working with wood than metal, or textiles or plastic or clay. In five years time, the worst of my infatuation with band saws, sliding compound mitre saws (UK)/ chop saws (US), spindle moulders (UK)/ wood shapers (US) and lathes should have eased. That is tomorrow. Today, I want to master this analogue world around me.
Because it is so many years since I used analogue tools seriously, I have to rebuild my skills. At the same time the workshop is being formed. The wisdom of what I had hoped would be a single line of stationary tools along a wall, Machine Alley, is being questioned. The table saw, an essential tool for transforming plywood, MDF and even OSB into useful components is demanding a more central placement. Already now the as yet un-purchased lathe has been repositioned in Machine Alley. The prudence of purchasing a separate thickness planer, rather than one in combination with a jointer, is being questioned. While tools are cheaper now, it doesn’t mean that they are easy to come by. I regret Norway being outside EU’s Customs Union. It makes my purchasing decisions more complex and expensive. Because importing goods is an expensive and bureaucratic hassle, Norwegian tool retailers and importers can ignore people like me, and just offer a selection of popular tools. All of the tools that I want, but cannot find in Norway, can be found stocked in Ireland.
At this point I would like to comment on my feelings in relation to my fate. It is complex, combining regret with acceptance, even contentment. Yes, I regret never having built my own house. Yet, I am sure that I could never build one in Norway, in a way that I would like to build it. Norway is a country without building inspectors, that allows each trade to police itself. A loose canon, such as myself or anyone without trade qualifications, would never be given permission to build such a major undertaking. In Canada, anyone can do anything, but it has to be inspected, to ensure that it meets the standards. I am equally sure that I would find it equally frustrating to build a house in Canada. I am not sure that I could regress to 24″ from 600 mm.
A lack of house building means that my workshop activities have limited scope. The workshop will ensure that improvements are made to the various rooms of the house, including the kitchen and living room. A minor addition or a shed will be added. Siding will be replaced, possibly with stucco. Furniture will be built. That could take up to five years. What will happen after that? Unfortunately, many makers do not plan for their future. They see their activities proceeding linearly, forever.
What I do see happening is that at some point old age will demand a transition away from analogue tools. My eyesight will worsen, and some of my skills may degenerate. Yet, hopefully, working in the workshop will keep my strength up. I am giving myself five years to accomplish my analogue goals. Everything has to be finished by 2022-12-31, although that date may be extended, health permitted.
Let me repeat that comment about my feelings in relation to my fate. “It is complex, combining regret with acceptance, even contentment.” What I am looking forward to is replacing analogue with digital, working more with workshop automation, home automation and robotics, including robots for the elderly.
I am not quite sure what this world will look like. Yet, in my later retirement years, I am looking forward to being a denizen of a digital world that is vastly different from my teenage ideal. In this future world, I may still be using plywood, but my table saw will be replaced with a CNC machine in the centre of the workshop. It will allow me to work with different processes, simply by replacing a head. It will work with different materials, some currently unknown.
CNC Machine kits are available from many sources, including CNC Router Parts. (photo: cncrouterparts.com )
Yet, transitions have to be planned. An analogue workshop will neither appear nor disappear by itself, a digital workshop has to be planned and implemented.
This weblog post was updated 2021/12/21. to eliminate Seeds from the title. This post formed part of a Needs, Seeds and Weeds website that belonged to my daughter, Shelagh. In addition, other things are also out of date, or my opinions have changed. Apart from the title, updating the text to a block format and other minor formatting changes, the text above this paragraph remains as it was before. Any significant content changes are found below this paragraph
Everyone has heard of writer’s block, and much more competent authorities have written on it – so that will not be mentioned beyond this paragraph. Instead, I want to write about maker’s block, and take an example from my own life – the non-installation of a dust extraction system for a workshop. Writer’s block is a writer’s inability to write; Maker’s block is a maker’s inability to make. Here, we will look at why this happens, and how to get the maker making again.
Several months have passed since I purchased a dust extractor. Still there is no sign of any ducting to transport that dust from their production centres to a storage centre. Why not? Unfortunately, there are not many good answers to choose from. Perhaps the best reply is to say, I’m awaiting a miracle.
The challenge is that a dust extractor is a system, not just a single product. The system is made up of many components, that have to work together. These components are all sold individually, not prepackaged in a kit.
There is no single criteria that can be used to judge components. Instead, there are three that compete with each other. Each appears to make a system better, but each also introduces weaknesses. The three criteria are finding and using: 1) a uniform type of material, in this case a plastic; 2) a uniform tube/pipe diameter, 100 mm is the diameter of tubing that comes with the dust extractor; and 3) a wide selection of components.
Of the local shops where I can purchase DIY equipment, only one, Jula, offers blast gates or more specialty components related to dust extraction. One expects these products to have the type of plastic imprinted on them, so that at end of life they can be recycled. Before then, the same information might be useful for knowing what to do with the component. None of these specialty components from Jula have any such markings, and none of the product descriptions include anything about the type of plastic. However, each component does have “Made in Taiwan” on it. From experience, I am fairly certain that each of these components is made from ABS (Acrylonitrile butadiene styrene) plastic, a type most notably known for its use in Lego bricks.
Why is having only one type of plastic so important? The challenge is that it is very difficult to “weld” a plastic from one resin family to a plastic from a different resin family. This means that connections between components made from different types of plastic have to be made mechanically.
I can obtain: hose made of PU (polyurethane) and PVC (polyvinyl chloride); pipe made of PP (polypropylene) and HDPE (high density polyethylene). ABS pipe is more difficult to find.
Pipe/hose diameter.
The dust extractor comes equipped with an inside diameter of 100 mm (that’s about four inches) hose. This is the same diameter that is used for other household ventilation purposes. While hoses have a varying diameter, because of reinforcement wires, ducting and pipe are more stable. Using Vernier calipers, one finds that their diameter varies from about 100 to 103 mm. This is probably because 101.6 mm is the exact equivalent of four inches.
At Jula they offer 6 meters of PU hose with 100 mm inside diameter for NOK 800. This is only part of the cost. Every joint requires the use of a hose clamp at each end, that costs NOK 70 for 2. PU hose is described as being very flexible. Which makes it suitable for “last meter” attachment between a blast-gate and a machine, or – more often than not – an adaptor, which costs NOK 70. A blast-gate costs NOK 100, and a Y-joint separating the machine feed from the common line costs NOK 200. The last meter of machine attachment costs about NOK 570 for each machine.
Hose is not really suitable for transport between the other side of a blast gate, and the dust extractor. One of the challenges has been to find a suitable 100 mm pipe system. At Biltema this size pipe can be purchased for NOK 90 for one meter; At Jula it costs NOK 100, for 860 mm. Unfortunately, there are no sleeves at the end of either pipe, so these must be purchased for every joint. These cost NOK 40 at Biltema.
Component Diversity
The main logical flaw at this point is the expectation is that the selected components are actually suitable for the job. Unfortunately, this is not the case. The miracle that I am awaiting is that these components will suddenly become available, if only I search the internet one more time!
Enter wastewater pipes.
Wastewater pipes are available in 1, 2 and 3 meter lengths (the last one costing NOK 170). Each comes with a sleeve at one end. Sliding sleeves are also available so that cut off pieces can be attached easily. These cost NOK 60 each, as do elbows available in 15, 30, 45 and 90 degree varieties. There are also Y-joints, that cost half the price of the ABS joints, or NOK 100. This variety eases the installation process and reduces waste. There are no problems fitting these components to each other, they are designed to fit together without glue or clamps.
110 mm to 100 mm transition
The key to being able to move on, was the realization that it would be possible to joint 100 mm components with 110 mm components, despite their belonging to different plastic resin families. Weatherstripping can be placed on the exterior of the 100 mm components. These can then be joined together, and filled with silicon. Duct tape can then be wrapped around the entire joint.
Conclusion
The conclusion of this article cannot be written at this moment. At my next opportunity, I have to make a shopping list of 110 mm components, drive into Steinkjer, purchase them and then drive home. Then the difficult part comes, actually doing the work of installing them. The end of maker’s block is within sight.
This weblog post was updated 2021/12/21. to eliminate Weeds from the title. This post formed part of a Needs, Seeds and Weeds website that belonged to my daughter, Shelagh. In addition, other things are also out of date, or my opinions have changed. Apart from the title, updating the text to a block format and other minor formatting changes, the text above this paragraph remains as it was before. Any significant content changes are found below this paragraph
In a comment to another post, I mentioned that I would be working up to one day a week at Hastighet, a technology workshop. The type of work that I would be doing would be very similar to that which I have done throughout my life – teaching.
The difficulty with using the term work is that there are assumptions baked into it. Work is paid work. Except, it isn’t always. Let’s take a real world example. In homes throughout the world, people work to clean bathrooms, to prepare and serve meals, to read stories to children. It is probably safe to say that most people do not employ hired staff to have these tasks performed.
If one moves outside the family/household, other adjectives come into play. Volunteer work implies that the work is unpaid. An even more poignant example is to to talk about an unpaid internship. It seems clear that an intern (like the volunteer) is inferior in some way, because they are working without pay, and people are forced to label themselves with these job titles.
I don’t want distinctions made between unpaid work, and other forms of work, where people are paid. Work is work. Similarly, I don’t want to see people labeled in terms of their income status. I find it offensive when nametags prominently display, Volunteer.
Job titles should indicate a persons level and area of competence. Senior street cleaner, junior brain surgeon and deputy assistant manager have both of these characteristics, which is fine. Sometimes, it may also be appropriate to indicate that the person is undergoing training, as in apprentice cabinet maker or management trainee.
What should be done about volunteerism?
One solution is to ensure that all work is paid, although I am unsure who is going to pay me for washing the dishes, shoveling the snow or writing a blog post.
An alternative solution is to ensure that no work is paid, that everyone receives a basic income. The challenge with this approach is that while there may be a lot of people wanting to work as CEOs, there could be less people choosing to work as pipe fitters at the local sewage works.
Perhaps the most appropriate approach world be to pay people according to the inverse popularity of the job. So while CEOs work for minimum wage, pipe fitters at the local sewage works receive supplemental income payments.
What is clear at the moment is that taking an unpaid internship is unhealthy. If nothing else, it damages long-term income prospects. An unpaid intern is identified as a loser, and will be treated as such. https://www.theguardian.com/money/2017/jul/29/unpaid-intern-damage-graduate-career-pay
Cheap table saw blade guards are seldom worth the plastic they are made of.
One reviewer suggested that potential purchasers of table saws should disregard the saw blade guards that come with the machines. They will probably have to be replaced with more appropriate equipment. Recently, I was happy to have been given that advice. When a 25 kg sheet of Baltic birch plywood crashed into my guard it shattered, with two large broken pieces the result.
A temporary repair involved the disassembly of the two main plastic parts. Contact cement was then used to glue each broken pieces to its main piece. Finally, the two main parts were assembled again. If this guard is ever used again, it will be further reinforced with duct tape. While the repairs were being made, I was building the next iteration of a saw blade guard in my mind.
Here are the four pieces of the broken saw blade guard, along with the screws used to hold each half of the guard together.The pieces after being glued together with contact cement.The reassembled saw blade guard.
The guard was actually not fit for purpose. While the guard had its own connection to the dust collector, it was unable to accommodate sheets of plywood because its hose was in the way. Thus, I had to disconnect the hose while cutting the plywood.
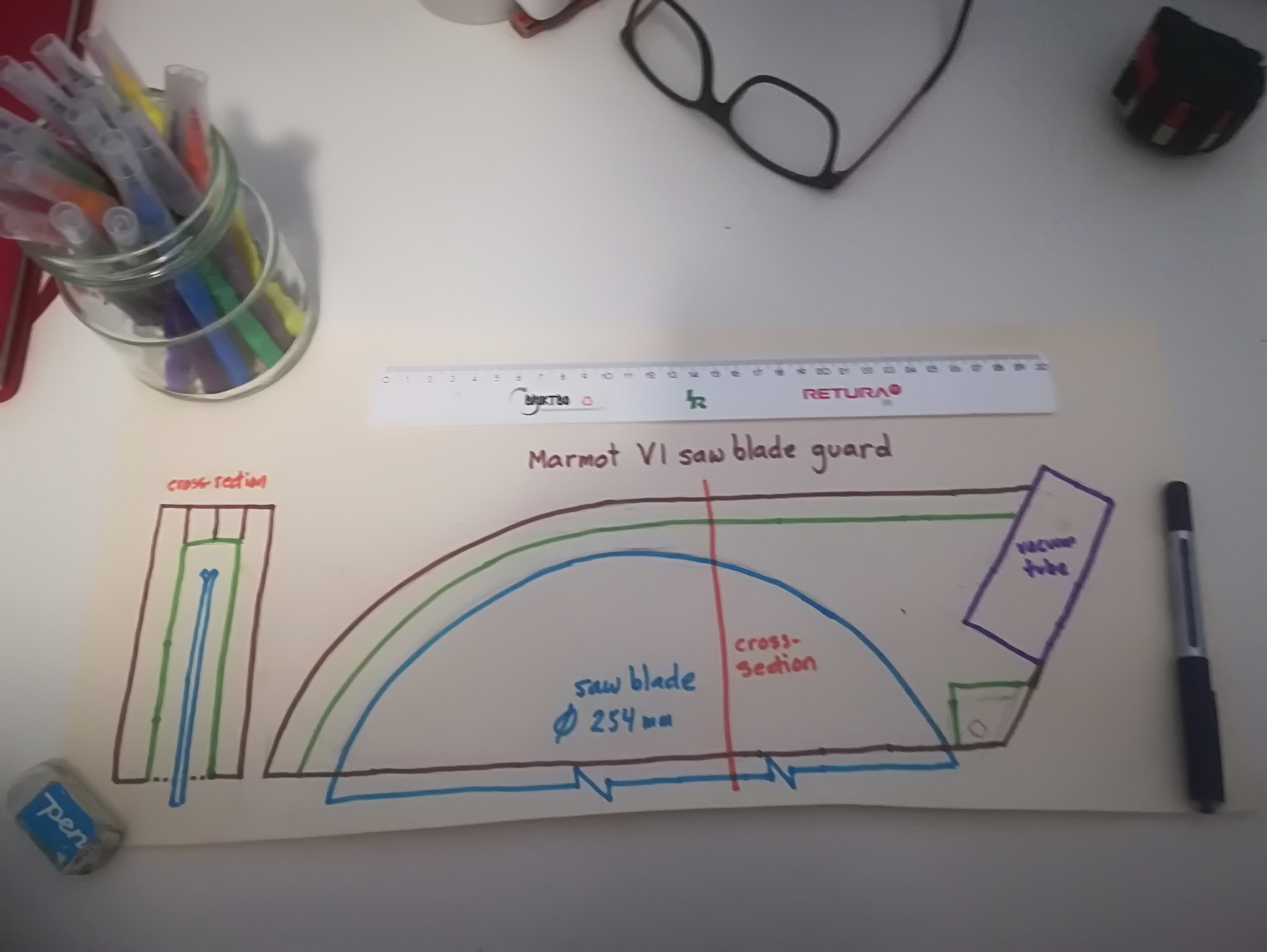
Marmot is the brand name of products I make for my own personal enjoyment. During the design process of the saw blade guard, I made 4 iterations of the design, designated V (for version) 1 to 4.
V1
V1 is conceptually the same guard as the original Scheppach guard, but made with 12 mm Baltic birch plywood. The version was made just before I went off to sleep for the night.
V2
In the morning, when I awoke, I knew there were two changes that had to be made to the guard. The first was the use of 6 mm Baltic birch plywood for the side pieces. This reduced the width of the guard by 12 mm. The second was a repositioning of the dust extractor. It now exits the guard horizontally, rather than vertically.
V3
Here the main change was the orientation of the drawing. In terms of materials, I tried to take advantage of the irregular size of Baltic birch plywood. Its sheets are 1220 mm x 2440 mm. When making 600 mm oriented products, this leaves lengths of 20 mm plywood and widths of 40 mm plywood as waste. In this case, this waste can be used to make some of the structural components for the guard, in particular those coloured green in the drawings. No sooner had I made the drawing, than I noticed a logical flaw, which necessitated another version, V4.
V4
To save time, I got out my light table. which made redrawing faster, but slightly less accurate than using a pencil, eraser and ruler. The logical error involved the thickness of the orange pieces in V4. These are 6 mm in V4, but 12 mm in V3. These pieces originate in the isosceles right triangles removed from the front of the 300 x 110 mm rectangular sides. These have a side length of 90 mm, and a hypotenuse length of 127 mm. Each of these triangles has two additional isosceles right triangles removed to be used to strengthen the front of the guard. Their side lengths are 25 mm, with a hypotenuse length of 35 mm.
The next step will to actually build the saw blade guard, and to test it out.
This weblog post was updated 2021/12/21. to eliminate Weeds from the title. This post formed part of a Needs, Seeds and Weeds website that belonged to my daughter, Shelagh. In addition, other things are also out of date, or my opinions have changed. Apart from the title, updating the text to a block format and other minor formatting changes, the text above this paragraph remains as it was before. Any significant content changes are found below this paragraph